
Mechanic's Creed
UPON MY HONOR I swear that I shall hold in sacred trust the rights and privileges conferred upon me as a certified mechanic. Knowing full well that the safety and lives of others are dependent upon my skill and judgment, I shall never knowingly subject others to risks which Would not be willing to assume for myself, or fort hose dear to me.
IN DISCHARGING this trust, I pledge myself never to undertake work or approve work which I feel to be beyond the limits of my knowledge; nor shall I allow any non-certified superior to persuade me to approve aircraft or equipment as air worthy against my better judgment; nor shall I permit my judgment to be influenced by money or other personal gain; nor shall I pass as air worthy aircraft or equipment about which I am in doubt, either as a result of direct inspection or uncertainty regarding the ability of others who have worked on it to accomplish their work satisfactorily.
I REALIZE the grave responsibility which is mine as a certified airman, to exercise my judgment on the airworthiness of aircraft and equipment. I, therefore, pledge unyielding adherence to these precepts for the advancement of aviation and for the dignity of my vocation.
The Basics Of Maintenance In General
Aviation
Even the "pros" of our industry admit they need to be reminded from time to time of the basics of General Aviation maintenance. Therefore to review, the term maintenance means the inspection, overhaul, repair, upkeep, and preservation of an aircraft and engine, including there placement of parts, according to the FAA. The owner/operator is responsible for the proper maintenance of his aircraft and engine. The pilot in command of an airplanes responsible for:
1. Determining whether the aircraft is in condition for safe flight.
2. Having a Registration Certificate and a valid Airworthiness Certificate appropriately displayed in his aircraft during all operations.
3. Having available in the aircraft an FAA approved flight manual, or operational limitations.
4. Keeping abreast of current regulations concerning the operation and maintenance of his airplane and engine.
INSPECTIONSFAR 91.409 establishes minimum requirements pertaining to annual and 100-hour inspections. Not only does the FAA require these inspections, but they stipulate infer 91.405 that the owner/operator must maintain the airworthiness of the aircraft and engine during the time between the required inspections by having any airworthiness defects corrected and by ensuring that maintenance personnel make the proper entries in aircraft records approving the return to service. Although maintenance requirements will vary for different types of aircraft, the FAA states that experience shows most aircraft will need some type of preventive maintenance every 25hours flying time, and minor maintenance at least every 100hours.
ANNUAL INSPECTIONThis inspection must be performed within the preceding 12 calendar months, by either a certified A & P mechanic holding an inspection authorization, an appropriately rated certified repair station, or the manufacturer of the aircraft.
100-HOUR INSPECTIONAn aircraft used to carry passengers for hire, or for flight instruction for hire, must be inspected within each 100 hours of time in service by either a certified A & P mechanic, an appropriately rated certificated repair station, or the manufacturer. The annual inspection is acceptable as a 100 hour inspection, but the reverse is not true.
DAILY AND PREFLIGHT INSPECTIONThe owner/operator may conduct a daily inspection, if so desired, but the pilot must perform a satisfactory preflight inspection before flight in order to determine that the aircrafts air worthy.
AIRWORTHINESS DIRECTIVESAirworthiness Directives, commonly referred to as "AD Notes," provide aircraft owners with information of unsafe conditions. The Ad specify the aircraft or component found to be unsafe by the FAA, and the conditions, limitations, or inspections, if any, under which the aircraft may continue lobe operated.
The Federal Aviation Regulation require a presentation showing the current status of applicable airworthiness directives, including the method of compliance, and the signature and certificate number of the mechanic or repair agency who complied with the AD.
It is the aircraft owner/operator's mandatory responsibility to assure compliance with all pertinent AD notes. This includes those AD's of a recurrent or repetitive nature; for example, an AD may require a certain inspection every 100 hours. This means that the particular inspections hall be made and recorded every 100 hours of flight time.
MANUFACTURER'S SERVICE BULLETINSThe FAA states that whenever an aircraft or engine manufacturer determines, through service experience, that his product may be improved by some modification, or that the service life of his product may be extended by some particular maintenance or repair, he may issue a service bulletin. The latter will tell what the trouble is and how to remedy it. The service bulletin is mandatory because it supplements the manufacturer's maintenance manual that is required by Afars. The service bulletin usually addresses those items that affect safety of flight. The Lycoming overhaul manual and all applicable service bulletins and service instructions, used in conjunction with the appropriate operator's manuals, constitute the engine maintenance manual required by the FAA / FAR 43.13.
In addition to service bulletins, Textron Lycoming also publishes service instructions and service letters. A service instruction is product information that also becomes a part oft he manufacturer maintenance manual, and therefore compliance with these publications by owners and operators is required. The service letter at Lycoming is product information which can be optional to the pilot/owner.
PREVENTIVE MAINTENANCEPreventive maintenance means simple or minor preservation operations and the replacement of small standard parts not involving complex assembly operations. The holder of a pilot certificate issued under FAR 61 may perform preventive maintenance on any aircraft owned or operated by him that is not used in air carrier service or air taxi. All other maintenance, repairs, rebuilding or alternations must be performed by persons authorized to do so by the FAA.
Except as noted under "Preventive Maintenance," all repairs and alterations are classed as either Major or Minor. Major repairs or alterations must be approved and returned to service by an appropriately rated certified repair facility, an A & P mechanic holding an Inspection Authorization, bra representative of the FAA. Minor repairs and alterations may be returned to service by an appropriately rated certified A & P mechanic or repair facility.
PROGRESSIVE MAINTENANCEThis is a continuous maintenance program whereby the required FAA and manufacturer inspections are accomplished during the most convenient time, while keeping the aircraft in a state of continuous airworthiness.
Several General Aviation airframe manufacturers have established sound Progressive Maintenance programs with FAA approval. Owners and operators are reminded that certain FAA requirements must be met before a Progressive Maintenance program can be used. These requirements are contained in the Federal Aviation Regulations, Part 43,"Maintenance, Preventive Maintenance, Rebuilding and Alteration," and Part 91.409, "General Operating and Flight Rules."
The Progressive Maintenance program has had more appeal where planes for hire are involved (i. e., commuter, air taxi, flight instruction), rather than those privately owned.
AIRCRAFT FLIGHT TEST AFTER REPAIR OR ALTERATIONThe FAA reminds us that whenever a repair or alteration has been made to your aircraft or engine, the person authorized to return the aircraft to service should decide if the flight characteristics have changed or if operation in flight has been substantially affected. If the decision is affirmative, the aircraft must be flight tested before it may bemused to carry passengers in accordance with FAR 91.407. The test pilot must make an operational check of the maintenance performed and log the flight and findings in the aircraft records.
Ask About Reference Publications Before Your Engine Is Taken Apart
People who fly should be concerned about the reliability of the aircraft they fly and the engine that powers that aircraft. One key to reliability is regular maintenance by acknowledgeable A & P mechanic. "Knowledgeable" does not necessarily mean the mechanic must have every detail of every job locked in his (or her) memory. It does mean that the individual should have relevant information readily available and be able to refer to it as needed.
What has been stated above is not just good common sense, it is the law. Aviation mechanics are licensed(certified in aviation terms) under Part 65 of the Code of Federal Air Regulations (FAR). FAR 65.81 (b) states: "Certificated mechanic may not exercise the privileges of his certificate and rating unless he understands the current instructions of the manufacturer, and the maintenance manuals, for the specific operation concerned. "Is it possible for anyone to understand current instructions or maintenance manuals if they are not available for reference?"
The point which a concerned pilot owner should beth inking about is this_does my A & P mechanic or maintenance shop have appropriate maintenance publications available for reference? While many maintenance activities do maintain a good reference library, others certainly do not. This can be easily determined from the questions that are asked of Lycoming service representatives who continuously respond to phone calls for help. While the service personnel are available to provide help when troubleshooting does not readily reveal the source of, or solution to, a problem, their time is being wasted when they are asked to dig out information for a mechanic who has not made the effort to acquire required reference materials. Without these reference materials, the quality of maintenance is open to question.
How can publications that apply to Lycoming reciprocating engines be obtained_and which ones are needed? Starting with the last question, an Operator's Manual should have enough information to satisfy the needs of the engine owner or pilot. For the maintenance person, what is needed depends on the depth of maintenance to be performed and the particular engine models to be maintained. Once these items have been determined, the latest revision of Textron Lycoming Service Letter No. L114 is a guide to all service publications that are available forsake. It lists Lycoming Parts Catalogs and Overhaul Manuals which provide much of the information needed for major work on Lycoming reciprocating aircraft engines. Specialized procedures and amplifying information are provided from time to time in the form of bulletins, letters, and instructions. These publications serve as supplements tithe Overhaul Manual. Without these publications to provide the latest data published by the manufacturer, the A & Mechanic may not be reminded of a required inspection, or may be unaware of a new and helpful maintenance technique.
Service Bulletins are manufacturer publications that are likely to affect safety of flight. Therefore, a bulletin should be considered to be mandatory by every aircraft owner Andy all maintenance personnel. In some cases, a bulletin will become the subject of an FAA Airworthiness Directive (AD). The AD gets very broad distribution to aircraft owners and is also mandatory by law. Because they affect aircraft safety, both the bulletin and the AD should receive the careful attention of all aircraft owners and maintenance personnel.
Service instructions are more routine items, but they do become an a supplement to the FAA required maintenance manual so their content is both informative and mandatory. When changing spark plugs, for example, a copy of Lycoming Service Instruction No. 1042 provides a listing of recommended and approved spark plugs for each engine model. Use of this reference will insure that the correct plugs are used.
There is a message here which aircraft owners should consider. Quality of maintenance cannot always be determined beforehand, but the chances for good quality will certainly be better when adequate reference materials are available. The idea of simply asking what reference materials are available in your mechanics reference library would seem to be a good one. It will encourage the mechanic or maintenance activity to acquire and use appropriate reference materials and it may help aircraft owners to determine the quality of maintenance they will receive.
Air Filter Maintenance
(Something the pilot should also
know)
Dust or some form of dirt is frequently the principal factor in premature piston ring, ring groove, and cylinder wear. If a worn or poorly fit air filter allows as much as tablespoon of abrasive dirt material into the cylinders, it will cause wear to the extent that an overhaul will be required. Evidence of dust or other dirt material in the induction system beyond the air filter is indicative of inadequate filter care, or a damaged filter.
Textron Lycoming Service Instruction No. 1002 addresses the proper maintenance of carburetor air filters, but the information will also apply to fuel injected engines. One recommendation is keeping ground running to minimum. It is also recommended that the air filter be cleaned daily when operating in dusty conditions. Otherwise, the filter should be inspected daily, and cleaned as required. If there are any holes or tears in the filter, or if its hows signs of deterioration, it should be replaced immediately.
To prevent undesirable combustion chamber wear, follow the instructions outlined in the Aircraft and Engine Operator Manuals on filter maintenance procedures. They will stress such recommendations as inspecting the entire air induction system to preclude the introduction of un-filtered air between the filter and fuel injector or carburetor. The manual also recommends inspecting the carburetor heat door, or the alternate air door, to ensure that they are operating correctly and sealing properly. Any accumulation of dirt and dust in or near the entrance of the alternate air door or carburetor heat door, will be drawn into the engine if the above doors are opened. Subsequently, aircraft parked or stored in dusty areas should have the un filtered section of the induction system ahead of the air door examined and cleaned, if dirty, before use.
The Oil And Your Engine
There are two basic types of FAA approved aviation oils used in general aviation aircraft piston engines.
1. Straight mineral
2. Ashless dispersant (AD)
Many Lycoming engines use straight mineral oil for"break-in" purposes with a new, remanufactured, or overhauled engine. The operators should then switch to AD oil after "break-in" has been accomplished. In those engines that use straight mineral oil beyond the normal break-in period (25 to 50 hours), a later switch to AD oil should bed one with caution as loosened sludge deposits may clog oil passages. Oil screens must be checked after each flight until clots of sludge no longer appear.
Those Lycoming engines that are to be broken-in with AD oil include all turbocharged models, the 0-320-H, and the O/LO-360-E
Since modern FAA approved Ashless Dispersant oils already include additives that make them superior to straight mineral oil, the use of additional oil additives in Textron Lycoming engines has been very limited. The only additive approved by Textron Lycoming is Lycoming part number LW-16702, an anti-scuffing, anti-wear oil additive. The policy governing use of this oil additive is spelled out in the latest revisions of Service Bulletins 446 and 471, and in Service Instruction 1409. These publications approve the use of LW-16702 for all Lycoming reciprocating engines except those that utilize a friction type clutch and a common engine oil system for the transmission and clutch assembly. The use of LW-16702 is required in certain engine models. These models are the 0-320-H, 0-360-E, LO-360-E, TO-360-E,LTO-360-E, TIO and TIGO-541.
Clean engine oil is essential to long engine life, and the full flow oil filter is an added improvement over older methods of filtration. Generally, service experience has shown that the use of external oil filters can increase the time between oil changes provided filter elements are replaced at each oil change. However, operation in dusty areas, cold climates, and where infrequent flights with long idle periods are encountered, will require proportionately more frequent oil changes despite use oft he oil filter. The oil and oil filter element should be routinely replaced after each fifty hours of engine operation, and the filter should be cut open in order to examine the material trapped in the filter for evidence of internal engine damage. In new or recently overhauled engines, some small particles of metallic shavings might be found, but these are not dangerous. Metal found after the first two or three oil changes should be treated as an indication that a serious problem is developing and a thorough investigation should be undertaken. The oil filter does not remove contaminants such as water, acids, or lead sludge from the oil. These contaminants are removed by changing the oil.
The oil filter is even more important to the high compression or higher power engine. Some of the aircraft manufacturers have had good success in the small, lower compression, four cylinder engines without using a full flow filter. Generally speaking, these engines are also able to achieve their expected overhaul life, as long as oil inconsistently changed, and operation and maintenance is accomplished in accordance with the airframe and engine manufacturers recommendations.
The latest revision to Textron Lycoming Service Instruction 1014> gives recommendations for lubricating oils, oil change intervals, and engine break-in. Pilots and mechanics should know what weight, type, and brand of oils being used in the engine being serviced. At each oil change, this specific information should be recorded in the engine logbook. Except as a temporary measure in an emergency, different oils should not be mixed. Consistent indiscriminate mixing of oils may create high oil consumption problems, or clogged oil control rings and oil screens.
Oil consumption is a very important engine health trend to monitor. The operator and maintenance people should know the general history of oil consumption during the life of the engine. It is typical of an engine during seating of new piston rings that oil consumption may be erratic or high; but after the rings are seated, generally within the first 25 to 50 hours, oil consumption should level off below the maximum limits established by the manufacturer. Later, during the life of the engine, if there is a noticeable increase of oil consumption within a 25 hour period, this could be possible danger signal and calls for an investigation. The oil screens and filter should be carefully observed for signs of metal. Maintenance personnel should take a compression check of the cylinders, using differential pressure equipment, and also look inside the cylinders with a borescope or gooseneck light to detect any unusual conditions.
Oil and Filter Change Recommendations
It has often been said that regular doses of clean, fresh oil provide the least expensive maintenance an owner can give an engine. Textron Lycoming Service Bulletin No. 480 makes these specific recommendations for oil changes under normal operating conditions:
A. Fifty-hour interval oil change and filter replacement for all engines using a full-flow oil filtration system.
B. Twenty-five hour interval oil change and screen cleaning for all engines employing a pressure screen system.
C. Even if the aircraft is flown only a few hours, a total of four months maximum between changes for both systems listed under "A" and "B."
More About Oil And Your Aircraft Engine
The earlier article, "The Oil and Your Engine," was Howell received that an expansion of the subject was deemed appropriate. In the previous article, we listed the two basic types of oil used in general aviation aircraft piston engines as straight mineral and ashless dispersant (AD). We also stressed the importance of clean oil in achieving good engine life; and oil consumption as an indication of engine health was another important item discussed.
Continuing our consideration of the oil and the aircraft engine, the primary purpose of a lubricant is to reduce friction between moving parts. Another additional responsibility of the oil is to help cool the engine. As it circulates through the engine, the oil absorbs heat. Pistons and cylinder walls are especially dependent on the oil for cooling. In addition to reducing friction, the oil acts as cushion between metal parts. The oil also aids in forming seal between the piston and the cylinder wall to prevent leakage of gases from the combustion chamber. Oils likewise help reduce wear by picking up foreign particles and carrying them to a filter where they are removed.
Using a direct drive, wet sump Lycoming powerplant As an example, we can describe the basic lubrication system of these less complex aircraft engines. A more detailed description may be found in the Overhaul Manual. In a wet sump engine the oil is contained in the engine sump as opposed to a dry sump powerplant where the oil is in an external oil tank located perhaps in the wheel well or the rear of the aircraft engine nacelle. In a dry sump engine, the oil is drawn from the oil tank and pumped throughout the engine by the pressure section of the oil pump, and then returned to the oil tank by the scavenge section of the oil pump. The other basic parts of the oil system are very similar to those used in the direct drive, wet sump Lycoming powerplants.
In the wet sump engine, the oil pump draws oil from the rear of the sump through the suction screen and sends it tithe oil pressure screen. A bypass valve in some models dislocated between the pressure side of the oil sump and the oil screen. It permits un filtered oil to bypass the screen and enter the engine when the oil filter is clogged, or during ac old et-art. The spring loading on the bypass valve allows the valve to open before the oil pressure collapses the screen, grin the case of cold congealed oil, it provides a low-resistance path around the screen. It is felt that dirty oil in an engine is better than no lubrication at all. Most oil systems offer as optional or standard, a thermostatic bypass valve in this same location which also contains a pressure relief feature to bypass the cooler in case it is clogged. As the name implies, this unit regulates the temperature of the oil by either running it through the oil cooler if it exceeds a preset temperature, or bypassing the oil cooler if the oil temperature is lower than the thermostatic by-pass setting.
Continuing its travel, the oil next encounters a pressure relief valve. The latter regulates the engine oil pressure by allowing excessive oil to return to the sump. The oil continues its travel through drilled passageway throughout the system and finally returns by gravity to the oil sump where it begins the journey all over again.
Thus the principal units in the typical wet sump engine are: a sump of sufficient size to contain the necessary amount of oil, an engine oil pump, oil cooler and by pass valve, pressure screen and by pass valve, pressure regulating valve, oil pressure and temperature instruments in the cockpit, an oil sump drain, a filler neck to put oil in the engine, a dips tick to measure the amount of oil, and auction oil screen. The full flow oil filter is optional on the small four cylinder powerplants, but is now recommended for all engines.
We need screens and filters in the oil system to keep the oil clean as it circulates through the engine. If the oil is contaminated, it carries that contamination as it circulates. We also need an oil cooler for most engines so that the oil temperature may be kept within prescribed limits and the oils able to perform its function efficiently. Of course, there is more to an oil system than this brief description. But for the operator who need not be a mechanic, this basic information can be helpful.
The oil companies tell us the basics about their product. Viscosity of oil is resistance to flow. An oil which flowsslowly has a high viscosity. If oil flows freely, it has a lowviscosity. Unfortunately, viscosity of oil is affected by higher low temperatures. At below freezing temperatures some high viscosity oils become virtually solid, which makes circulation and lubrication impossible. But no matter what viscosity oil is used, when the outside temperature is 10_ For lower, preheating a Lycoming engine is recommended before attempting to start the engine, or damage to the powerplant may result. Textron Lycoming does not approve the use of oil dilution for cold weather operation of its engines. It is extremely important that only oil in the grade recommended by Lycoming be used.
To simplify the selection of oils, they are classified under an SAE (Society of Automotive Engineers) system, that divides all oils into groups as follows:
| Commercial Aviation No. | Commercial SAE No. | Military Spec. No. |
|---|---|---|
| 65 | 30 | 1065 |
| 80 | 40 | 1080 |
| 100 | 50 | 1100 |
| 120 | 60 | 1120 |
If you are looking for a can of 30 weight aviation oil and it has the number 65 on it, then it is 30 and also 1065 under the Military Spec. If it has a more complete designation with the letter "W" added, then 30W indicates the viscosity(grade) of oil, it does not indicate quality or other essential characteristics. Generally speaking, any FAA approved aviation oil on the market does a good job, but it is recommended that the latest revision to Textron Lycoming Service Instruction No. 1014 be consulted to determine the appropriate grade to be used.
Multi viscosity oils have also been added to the field of aviation products. These oils cover a broad band of viscosity levels, and a number of them are approved by the latest revision to Lycoming Service Instruction 1014. These aviation grade, ashless dispersant (AD) oils have some definite advantages when used during cold weather. Because they flow more easily in cold temperatures, starting the engine is easier and lubrication of engine components gets started more quickly. Unfortunately the additives that make these oils capable of operation at all temperatures also tend to form carbon products during hot weather operation when the oil usually runs at the high end of the temperature spectrum. These products may settle out in the valve guides and contribute to sticking valves. Therefore each owner or operator should consider the type of operation the aircraft disused for and take advantage of the qualities offered by multiviscosity while avoiding their use if it may be the cause of potential problems.
Before we conclude our discussion, we want to remind our readers of a couple of miscellaneous but important related items. On multiengine aircraft each engine is supplied with oil from its own complete and independent system. Another reminder_every engine has a breather that can be considered a part of the oil system. If the engine does not have special provisions for acrobatic flight, and is flown inverted, the oil will be lost out the breather and serious engine failure may result. We definitely recommend that engines not built for acrobatic flight should not be flown inverted.
In summing up this brief supplemental bit of information about the oil and your engine, remember that it was not intended as instruction as detailed as the knowledge required of a mechanic. But we think you will agree that the "Typical Pilot" should know more about his aircraft engine than "Mr. Typical Driver" knows about his automobile engine_the penalty for not knowing the basics is greater in aviation.
Maintaining Oil Levels of Wet Sump Engines
In order to avoid confusion over wet sump engines, ware listing examples of them for clarification so that operators, line crews, and maintenance personnel can properly check oil. The following aircraft and engine models carry a capacity of six quarts of oil:
| Aircraft Model | Engine Model |
|---|---|
| Cessna Skyhawk 172N | O-320-H2AD |
| Cessna 152 | O-235-L2C |
| Piper Tomahawk | O-235-L2C |
| Beech Skipper | O-235-L2C |
| Piper Seminole (Twin) | O-360-E1A6D |
| Grumman American Trainer | O-235-C2C |
In addition to the aircraft listed previously, there are others in lesser numbers using these and other engine models with a six quart oil capacity. In order to be sure what an engine requires, consult the Pilot's Operating Handbook.
One problem reported to us concerning the six-quart capacity engines has been that of overfilling the engine with oil. By referring to the Pilot's Operating handbook the pilot will not confuse his engine with those wet sump powerplants that have a capacity of eight quarts of oil.
The Pilot's Operating Handbook for the Cessna models 152, and 172N Skyhawk have the following information concerning the engine oil:
"Capacity of Engine Sump - 6 quarts. Do not operate on less than 4 quarts. To minimize loss of oil through breather, fill to 5 quart level for normal flights of less than 3 hours. For extended flight, fill to 6 quarts. These quantities refer toil dips tick level readings. During oil and oil filter changes, one additional quart is required when the filter is changed."
The Pilot's Operating Handbook for the Piper PA-44-180 Seminole states as follows concerning oil requirements:
"The oil capacity of the Lycoming engines is 6 quarts per engine with a minimum safe quantity of 2 quarts per engine. It is necessary that oil be maintained at full (6 quarts) for maximum endurance flights."
The phrase_"a minimum safe quantity of 2 quarts per engine"_should be explained. If the operator checked oil after a flight and found less than 2 quarts in the engine, it is quite probable that engine damage has resulted. No flight should be started with only 2 quarts of oil in the sump.
Pilots and mechanics should not confuse the models just discussed with other Lycoming four cylinder, wet sump engines that hold a maximum of 8 quarts of oil. There is no change in our recommendations when checking oil for the latter. During normal routine flying, oil levels are best maintained at the 6 to 7 quart level.
Don't forget - when in doubt, consult the Pilot's Operating Handbook.
Tips For Changing Your Spin-On Oil Filter
Many of the aircraft engines produced today are equipped with full flow, spin-on oil filters. For long engine life, it is necessary to change both the oil and the filter at regular intervals. The information we receive indicates that problems are sometimes encountered because proper procedures are not followed when changing the spin-on filter. Therefore, it is appropriate to provide a few tips aroma current service instruction.
The hardware that adapts many Lycoming engines for use of the spin-on oil filter includes an oil filter adapter(Lycoming Part Number 15047), and a converter kit(Lycoming Part Number LW-13904). Not all engines use the oil filter adapter because the accessory housing on some models is machined to take a converter kit and a spin-on filter. The kit includes a converter plate that has a gasket permanently glued to the plate; this gasket seals the plate on the side that faces the engine. If the spin-on filter seats too tightly against the opposite side of the plate when it is installed, the converter plate gasket may be slightly damaged when the oil filter is subsequently removed. This damage could result in oil leakage.
To prevent damage to the converter plate gasket, the oil filter gasket should be lubricated with a thin coating of Dow Corning Compound (DC-4) before the filter is installed. The filter should then be installed and hand tightened until these ating surface makes contact with the lubricated gasket. The filter should then be turned with a torque wrench until torque of 18-20 foot pounds is reached. The 20 foot pound maximum torque should not be exceeded.
The oil filter element should normally be replaced each 50 hours of engine operation. Before discarding the element of the full flow filter assembly, an examination oft he filter element should be accomplished. This examination is very important to flight safety, but recent reports indicate that some mechanics are not doing this check for metal that would warn of a developing engine problem and possible catastrophic failure. The full flow, spin-on filter may be opened by use of Champion tool CT-470. This tool is absolutely essential if the job is to be done correctly. The element is then removed from the filter and filter material is cut from the end caps. Carefully unfold the element and examine the material trapped in the filter. Inner or newly overhauled engines some small particles of metallic shavings might be found, but these are generally of no consequence and should not be confused with particles produced by impacting, abrasion or pressure. Evidence of metal contamination found in the filter element requires further examination to determine the cause. (See Suggestions if Metal is Found...).
After the filter element has been replaced and properly torqued, the lock wire must be replaced and the engine run to check for oil leaks.
Textron Lycoming Service Publication SSP-885-1 provides information about the installation of engine mounted oil filters.
Suggestions if Metal is Found in the Screens or Filter
Because the failure to look for metal in the screens and filter, or ignoring what is found, can lead to catastrophic engine failure, we'll attempt a logical approach to the proper action to be taken when metal shows up in the oil screen broil filter cartridge.
The lack of printed matter on this subject may be due tithe difficulty in adequately describing types and amounts of metal. It's like asking for a precise measurement and getting the answer, "why it's twenty five thousandths plus a little bit." Therefore, what follows are meant to be general guidelines, but each case must be considered as an individual one. Textron Lycoming does not consider this
discussion a technical bulletin, but merely a source of generally helpful information.
GENERAL INFORMATION
1. DON'T PANIC on small amounts of shiny flakes or small amounts of short hair-like bits of magnetic material. Experience has shown that engines are sometimes pulled unnecessarily.
2. DON'T PANIC if it's a low time engine. A few bits of metal left from manufacturing are not too uncommon in the oil screen or filters on new, remanufactured, or overhauled engines.
3. DON'T PANIC. Again if it's a low-time engine, it maybe a replacement for one that had previously suffered structural failure. The metal may have just been dislodged from some hiding place in the oil cooler, oil lines or oil tank.
4. Item 3 brings up the importance of properly cleaning all items transferred from a failed engine to a replacement engine. On dry sump engines, don't overlook cleaning of the oil tank. Oil coolers and oil lines should be cleaned by proven method, or replaced.
5. In some rare cases where the pleated cylindrical type oil screen is used, the screen itself may be making metal. Closely inspect the end of the internal relief valve ball. If the ball is deformed, this may be the culprit. Replace the screen assembly.
6. In cases where metal shows up in the filter of a factory engine that is under warranty, and its origin is unknown, the metal may be forwarded to the Lycoming factory for inspection. In all cases, the factory Product Support Department should be called before the material is shipped.
EXAMPLES:
1. Several pieces of shiny flake-like, non magnetic, or several short hair-like pieces of magnetic material_place aircraft back in service and again check oil screen or filter in 25 hours.
2. As in Item 1, but larger amount, such as 45-60 small pieces_clean screen, drain oil, and refill. Run engine on ground for 20-30 minutes. Inspect screen. If clean, fly aircraft for 1 to 2 hours and again inspect screen. If clean, inspect screen after 10 hours of flight time.
NOTE: In cases one and two, we are determining whether the small amount of metal was a "one shot and done deal" (not entirely uncommon).
3. Chunks of metal ranging in size of broken lead pencil point or greater. Remove suction (sump) screen as large pieces of metal may have fallen into the sump. In any event, ground aircraft and conduct investigation. A mixture of magnetic and non magnetic material in this case often times means valve or ring and piston failure. Removing bottoms park plugs usually reveals the offending cylinder.
4. Non magnetic plating averaging approximately 1/16"in diameter; may have copperish tint. Quantity found - 1/4 teaspoonful or more; ground aircraft and investigate. If origin can't be determined and this is a factory engine (not a field overhaul) that is under warranty, mail metal to Lycoming factory for analysis, attention Product Support.
5. Same as Item 4, but may be slightly larger in size and minus cop perish tint. On direct drive engines, propeller action may be impaired. Ground aircraft. If origin can't be determined and it is a factory engine under warranty, mail material to Lycoming, attention Product Support.
6. Non magnetic metal brass or copperish colored. Resembles coarse sand in consistency. Quantity of 1/4 teaspoonful or more - ground aircraft. If origin can't be determined and it is a factory engine under warranty, mail metal to Lycoming, attention Product Support.
7. Anytime metal is found in the amount of 1/2 teaspoonful or more, it is usually grounds for engine removal. An exception should be where problem is confined to one cylinder assembly (rings, valves, piston, cylinder). In this case, if the entire engine does not appear to be contaminated, the offending cylinder assembly kit may be replaced. After corrective action is completed, conduct the routine ground running and screen inspection as previously described in Item 2.
8. If any single or several pieces of metal larger than previously mentioned are found, magnetic or non magnetic, ground aircraft. If this is a factory engine under warranty, and origin of the metal contamination cannot be determined, a call may be made to the Lycoming Product Support Department. A good description of the metal may result in placing its origin. When phoning Lycoming or when returning metal removed from engines, supply the complete engine model designation, serial number, history of engine, oil temperatures, oil pressures, and any odd behavior of the engine on the ground or during flight.
NOTE: Metal samples for analysis can only by accepted if the engine from which the sample is taken is a new, remanufactured, or overhauled engine from the Lycoming factory and it is still under warranty. Engines overhauled by other facilities may have parts that cannot be identified by analysis at Lycoming.
POSTSCRIPTAs an important postscript to "Suggestions if Metal is Found in the Screens or Filter," factory personnel have become concerned over unnecessary engine removals because metal was found in a replacement engine after prior malfunctioning engine was removed. These unfortunate engine removals were largely caused by maintenance personnel failing to thoroughly flush and clean all aircraft oil system components. Because of the difficulty of removing contamination from an oil cooler, it is strongly suggested that a new oil cooler be used with the replacement
engine when an engine is removed because it failed. As are minder that it is essential to remove metal contamination from the oil system, the factory Product Support Department now sends the following tag with every service engine leaving our factory:
IMPORTANT
Before installing this replacement engine, all
aircraft oil
system components, oil coolers, lines and
supply tanks, where used, must be
thoroughly cleaned
for contamination. Textron Lycoming will not be
held
responsible for contamination to this newly installed
engine.
PRODUCT SUPPORT DEPARTMENT
TEXTRON LYCOMING
Williamsport,
PA 17701
Safety Tip - Sealant Use
The latest revision of Textron Lycoming Service Instruction No. 1125 specifies POB No. 4 Perfect Seal and silk thread as the generally used items for sealing crankcase finished parting surfaces that do not employ gaskets. Two other products, RTV-102 or LOCTITE-515 applied as a very thin film without silk thread, may be used as alternate materials for sealing crankcase parting surfaces. Other sealants have not been tested and approved for this purpose, and NONE are approved for other uses in the assembly of Lycoming engines. Improper use of these and other sealing compounds can create serious problems. As an example, abed colored sealant was used by a mechanic to hold the pressure screen gasket in place. As the material solidified, pieces broke loose and eventually blocked the engine's small oil passages causing oil starvation and engine failure. The bottom line: only use those sealant materials approved bathe Lycoming Overhaul manual and other service publications, and only use them for approved purposes.
Understanding Engine Color Codes
Hundreds of Lycoming engines leave the factory monthly and are marked with a variety of colors on each cylinder. These colors have a definite meaning and provide valuable information about the engine. Questions concerning these colors and their meanings have been asked by many owners and maintenance personnel.
In the past, color coding of cylinders was confined to colored bands around the base of each cylinder. Today, new methods of painting (enameling) engines, and a need for quick, easy engine identification were instrumental inc hanging color code location.
The factory color code, a large painted stripe, is now located on the cylinder head between the push rods from the spark plug boss to bottom of the cylinder head. Additional color coding has been added to identify cylinders requiring long reach spark plugs versus short reach spark plugs. Location of spark plug identification color code is between the spark plug boss and rocker box.
COLOR CODE FOR CYLINDER IDENTIFICATIONLocation_Between push rods on cylinder head, or band around base of cylinder barrel.
Engine gray or unpainted_Standard steel cylinder barrels.
Orange stripe - chrome plated cylinder barrels.
Blue stripe - Nitride hardened cylinder barrels.
*Green stripe - Steel cylinder 0.010 oversize.
*Yellow stripe - Steel cylinder 0.020 oversize.
*Color code applicable only to engines overhauled in the field. Lycoming does not sell oversize cylinders.
COLOR CODE FOR SPARK PLUG IDENTIFICATIONLocation - Fin area between spark plug and rocker box.
Engine gray or unpainted - Short reach spark plugs.
Yellow - Long reach spark plugs.
Caution - Use only approved spark plugs for all models of Lycoming engines. See latest revision of Service Instruction No. 1042 for approved spark plugs.
Reciprocating Engine Break-in and Oil Consumption Limits
We receive many questions about engine break-in. To respond to these questions, a complete reprint of Service Instruction 1427B is included here.
This information applies to all fixed wing and rotary wing aircraft with horizontal installation of Textron Lycoming reciprocating aircraft engines. The appropriate action should be taken:
1. When installing factory overhauled, remanufactured or new Textron Lycoming engines.
2. After field overhaul (field overhauled engine or engine with piston ring change after one or more cylinders are honed or replaced).
3. When one or more cylinders have rings replaced or cylinders are replaced (requiring new rings).
Ideally, a newly overhauled aircraft engine should be tested in a test cell where operating conditions can be closely monitored. If the engine is test cell run, the engine must have intercylinder baffles in place, cooling shroud and club propeller to provide engine RPM requirements. Where a test cell is not available, the engine should be tested on a test stand with a club propeller and a cooling shroud. However, it is not always convenient to test an engine in this manner.
If a test cell or a test stand is not available, an engine should be properly tested after it has been installed in the aircraft. If the engine is run in the aircraft, it should still sea club propeller for proper air flow cooling. However, the aircraft propeller may be used. In either case, the intercylinder baffles must be in place. The engine to cowling baffles must be new or in good condition to assure proper cooling air flow differential across the engine. The cylinder head temperature age, oil temperature age, oil pressure gauge, manifold pressure gauge, and tachometer must be calibrated to assure accuracy.
The purpose of a test cell or ground run test if done in the aircraft is to assure that the engine meets all specifications, RPM, manifold pressure, fuel flow and oil pressure. The oil cooler system must hold oil temperatures within limits shown in applicable Textron Lycoming Operator's Manuals.
The purpose for engine break-in is to set the piston rings and stabilize the oil consumption. There is no difference or greater difficulty in seating the piston rings of a top overhauled engine versus a complete engine overhaul.
The following procedure provides a guideline for testing newly overhauled engine that is mounted in the aircraft. Information on the "ground run after top overhaul or cylinder change with new rings" and the "flight test after top overhaul or cylinder change with new rings" procedures are published in the applicable Textron Lycoming Operator's Manual.
I. FIXED WINGA. PREPARATION FOR TEST WITH ENGINE INSTALLED IN AIRCRAFT
1. Pre-oil the engine in accordance with latest edition of Service Instruction No. 1241.
2. It is particularly important that the cylinder head temperature age, oil temperature age, oil pressure gauge, manifold pressure gauge, and tachometer be calibrated prior to testing.
3. Engine accessories, such as the fuel pump, fuel metering unit, and magnetos, should be overhauled in accordance with accessory manufacturer's recommendations, or replaced with new units before testing engine. This applies to overhauled engines only.
CAUTION
CHECK THAT ALL VENT AND BREATHER LINES ARE PROPERLY INSTALLED AND SECURED AS DESCRIBED IN THE AIRFRAME MAINTENANCE MANUAL.4. Install all intercylinder baffles. Install all airframe baffles and cowling.
5. For optimum cooling during ground testing, a test club should be used. Where this is not possible, the regular flight propeller can be substituted but cylinder head temperature must be monitored closely.
1. Face the aircraft into the wind.
2. Start the engine and observe the oil pressure age. If adequate pressure is not indicated within 30 seconds, shut the engine down and determine the cause. Operate the engine at 1000 RPM until the oil temperature has stabilized or reached 140_ F. After warm up, the oil pressure should not be less than the minimum pressure specified in the applicable operator's manual.
3. Check magneto drop-off as described in the latest edition of Service Instruction No. 1132.
4. Continue operation at 1000/1200 PM for 15minutes. Insure that cylinder head temperature, oil temperature and oil pressure are within the limits specified in the operator's manual. Shut the engine down and allow it to cool if necessary to complete this portion of the test. If any malfunction is noted, determine the cause and make the necessary correction before continuing with this test.
5. Start the engine again and monitor oil pressure. Increase engine speed to 1500 PM for a 5-minute period. Cycle propeller pitch and perform feathering check as applicable per airframe manufacturer's recommendation.
6. Run engine to full-static, airframe-recommended power for a period of no more than 10 seconds.
7. After operating the engine at full power, allow ditto cool down moderately. Check idle mixture adjustment prior to shutdown.
8. Inspect the engine for oil leaks.
9. Remove the oil suction screen and the oil pressure screen or oil filter to determine any contamination. If no contamination is evident, the aircraft is ready for flight testing.
NOTEWARNING
ENGINE TEST CLUBS MUST BE REPLACED WITH APPROVED FLIGHT PROPELLERS BEFORE FLYING AIRCRAFT.1. Start the engine and perform a normal preflight run-up in accordance with the engine operator's manual.
2. Take off at airframe recommended takeoff power, while monitoring RPM, fuel flow, oil pressure, oil temperature, and cylinder head temperatures.
3. As soon as possible, reduce to climb power specified in operator's manual. Assume a shallow climb angle to a suitable cruise altitude. Adjust mixture per pilot's operating handbook.
4. After establishing cruise altitude, reduce power to approximately 75% and continue flight for 2 hours. Forte second hour, alternate power settings between 65%and 75% power per operator's manual.
NOTE
If engine is normally aspirated (non turbocharged), it will be necessary to cruise at the lower altitudes to obtain the required power levels. Density altitude in excess of 8,000 feet (5,000 feet is recommended) will not allow the engine to develop sufficient cruise power for good break-in.
5. Increase engine power to maximum airframe recommendation and maintain for 30 minutes, provided engine and aircraft are performing within operating manual specifications.CAUTION
AVOID LOW MANIFOLD PRESSURE DURING HIGH ENGINE SPEEDS (UNDER 15"Hg). AND RAPID CHANGES IN ENGINE SPEEDS WITH ENGINES THAT HAVE DYNAMIC COUNTERWEIGHT ASSEMBLIES. THESE CONDITIONS CAN DAMAGE THE COUNTERWEIGHTS, ROLLERS, OR BUSHINGS, THEREBY CAUSING DETUNING.
6. Descend at low cruise power, while closely monitoring the engine instruments. Avoid long descents at low manifold pressure. Do not reduce altitude too rapidly or engine temperature may drop too quickly.
CAUTION
AVOID ANY CLOSED THROTTLE DESCENTS. CLOSED THROTTLE OPERATION DURING DESCENTS WILL CAUSE RING FLUTTER CAUSING DAMAGE TO THE CYLINDERS AND RINGS.
7. After landing and shutdown, check for leaks at fuel and oil fittings and at engine and accessory parting surfaces. Compute fuel and oil consumption and compare to the limits given in operator's manual. If consumption exceeds figures shown in manual, determine the cause before releasing aircraft for service.
8. Remove oil suction screen and oil pressure screen or oil filter to check again for contamination.
NOTE
To seat the piston rings in a newly overhauled engine, cruise the aircraft at 65% to 75% power for the first 50 hours, or until oil consumption stabilizes.
II. ROTARY WING (HORIZONTAL INSTALLATIONS ONLY!Proper break-in of helicopter engines is accomplished by following a sequence of steps ranging from servicing the engine on the ground to progressively increasing its power output during operation. Although this Service Instruction contains detailed information pertaining to break-in, it is impossible to cover all aspects of break-in for individual helicopter models. For that reason, consult the pilot's flight manual or the pilot's operating handbook (POH) for particular helicopter model. Also, refer to the Textron Lycoming Operator's Manual for the engine.
Some facts should be kept in mind regarding break-in of piston engines employed in helicopter. They are as follows:
Because helicopter always operate at a fixed or rated engine speed, any reduced RPM required during break-in must be undertaken with the helicopter on-ground and with the rotor engaged. During flight, all power reductions must be made by manifold pressure alone.
Manifold Pressure Values. Some helicopter do not haver ed line on the manifold pressure age and therefore use all rated power. Some are red-lined to airframe limitations and not to engine performance parameters. In the case of Textron Lycoming model HI-360-Ala, it has graduated manifold pressure values that can be obtained from the Textron Lycoming Operator's Manual.
The method of rotor engagement, centrifugal clutch or manually operated belt drive, must also be considered.
NOTE
Because of the difference in helicopter models, refer to the helicopter pilot's operating handbook(POH) for specific methods of operation for particular helicopter concerning rotor engagement and manifold pressure ratings.1. Check that engine is serviced with proper grade and quantity of oil.
2. Review the appropriate starting procedure detailed in the helicopter pilot's operating handbook(POH)
3. Position the helicopter to take advantage of prevailing wind to assist in engine cooling.
4. Insure that throttle and mixture control are at the full off position.
NOTE5. Refer to helicopter pilot's operating handbook(POH) for proper starting procedures. Start engine and run 5 minutes at idle RPM (1200 - 1450 RPM)
6. Adjust idle mixture and oil pressure as required.
7. Shut engine off.
8. Inspect the engine for oil and fuel leaks.
9. If plug fouling is noted on magneto check, remove, inspect and test spark plugs. Clean oil and lead from plug. Reinstall spark plugs and leads. Torque as required. (Refer to latest edition of Service Instruction No. 1042).
10. Restart engine and run for 5 minutes at idle speed(1200 - 1450 RPM).
11. Engage rotor, if required, and increase RPM to50% - 60% of rated engine speed for 5 minutes with rotor blades at flat pitch (collective full down).
12. Then increase engine RPM to 80% of rated engine speed for 5 minutes, followed by 100_0 airframe manufacturer's rated engine speed for another 5minutes, provided that oil pressure is normal and that oil
temperature is between 180_F and 200_F, with the cylinder head temperatures between 350_F and 400_F.NOTE
For proper break-in, do not exceed 420_Cylinder head temperature.13. After running engine for the last 5 minute segment, cool down as recommended in helicopter pilot's operating handbook (POH), then shut engined own.
14. Drain oil and clean the suction screen in the sump. Also clean oil pressure screen, or replace pressure oil filter. Make proper oil pressure adjustments at this time.
15. After reinstalling the suction screen and pressure screen (or new oil filter) to proper torque, service engine with correct grade and quantity of oil. (Refer to latest edition of Service Instruction No. 1014).
16. Start engine and idle at 1450 RPM.
17. Engage rotor, if required, and increase engine RPM to 2000 RPM. Warm engine to ground-run checks described in helicopter pilot's operating handbook(POH).
18. At this time perform magneto check per helicopter pilot's operating handbook (POH).
B. FLIGHT TESTStart engine and Ann up at 1450 RPM. Engage rotor, if required, increase engine speed to 75% RPM. Warm up the engine and conduct a ground check in accordance with the helicopter pilot's flight manual, including magneto check.
NOTEIt is advisable to have two qualified crew members aboard to perform the various control operations and to monitor the engine instruments. All aircraft and engine operating temperatures and pressures are to be monitored. If any exceed the helicopter pilot's flight manual or engine and aircraft operating manuals limitations, the breaking is to be discontinued until corrective maintenance has been performed.
1. Put helicopter into a hover mode for 10 minutes while charting manifold pressure, fuel pressure, oil temperature, oil pressure and cylinder head temperature, etc.
2. If engine instruments prove satisfactory, climb to cruise altitude.
3. Cruise at 70% to 75% of engine rated power for30 minutes at an airspeed that will allow for a constant safe altitude.
4. At termination of 30 minute flight at 70% to 75%power, chart manifold pressure and engine temperature. Increase engine RPM and manifold pressure to maximum limits allowed in helicopter pilot's operating handbook (POH). Maintain this power setting for 45minutes at a constant safe altitude.
5. At the end of 45 minutes, again chart manifold pressure and engine temperatures.
6. Return to base and hover aircraft for 10 minutes or cool-down time recommended in helicopter pilot's operating manual.
C. AFTER FLIGHT-ON GROUND1. Inspect engine for leaks.
2. Compute fuel and oil consumption. If figures exceed limits, determine cause(s) and correct before releasing aircraft.
3. Remove oil suction screen and pressure screen (broil filter). Inspect for contamination.
4. After reinstalling the suction screen and pressure screen (or new filter) to proper torque, service engine with correct grade and quantity of oil. (Refer to latest edition of Service Instruction No. 1014.)
After the aircraft has been released, a normally aspirated engine must be operated on straight mineral oil during the first 50 hours of operation, or until the oil consumption stabilizes. (Refer to the latest edition of Service Instruction No. 1014.) During this time, maintain engine power above65% and insure that all aircraft and engine operating temperatures and pressures are monitored and maintained within limits. Refer to NOTE under step II. B. FLIGHT TEST.
Compression Check As A Maintenance Aid
In General Aviation the compression check is used quite universally as a maintenance aid. It was also used for many years by the military and airline maintenance people on their reciprocating engines. Despite universal use, little, if anything, was available in writing as a reference concerning its application to General Aviation powerplants.
Although two methods of checking compression were used in the past, only one is in general use today. The direct compression (old automotive type) has given way almost completely to the differential compression test because the differential check is considered the best of the two. It is much more precise method of locating specific areas of trouble and it is simple to use.
WHY A COMPRESSION CHECK?A compression test can be made any time faulty compression is suspected, and should be made if the pilot notices a loss of power in flight, finds high oil consumption, or observes soft spots when hand pulling the prop. It is also considered part of the 100-hour engine inspection and the annual inspection. But most experienced maintenance personnel feel that the compression check is best used to chart a trend over a period of flight hours. A gradual deterioration of charted compression taken during routine maintenance checks would be a sound basis for further investigation and possible cylinder removal. This attempt tore duce the possibility of engine failure is generally called preventive maintenance.
Preventive maintenance in the form of cylinder removal should not be done on the basis of one reading. Mechanics make honest errors and equipment becomes inaccurate. Even a difference in engine temperature when the check is done can easily affect the accuracy of the reading.
Because the differential check is so widely used, several key points regarding this maintenance aid are listed here for the information of those not familiar with its use.
DIFFERENTIAL COMPRESSION TESTWe will attempt to repeat the operating instructions which accompany the equipment. This should be read and followed carefully for best results. The following recommendations will supplement the instructions accompanying the equipment:
1. A standard 80 PSI. of input air is recommended. More pressure makes it difficult to hold the prop.
2. A loss in excess of 25 percent of the 80 PSI, or a reading of 60/80 is the recommended maximum allowable loss.
3. The engine should have been run up to normal operating temperatures immediately preceding the compression check. In other words, we recommend a hot engine check.
4. The differential compression equipment must be kept clean and should be checked regularly for accuracy. Check equipment with the shutoff valve closed and regulated pressure at 80 psi (the cylinder pressure age must indicate 80 psi plus or minus 2 psi) and hold this reading for at least 5 seconds. Home made equipment should be carefully calibrated.
5. Combustion chambers with five piston rings tend to seal better than 3 or 4 piston rings, with the result that the differential check does not consistently show excessive wear or breakage where 5 piston rings are involved.
6. If erratic readings are observed on the equipment, inspect compressor system for water or dirt.
7. If low readings result, do not remove the cylinders without a recheck after running up the engine at least three minutes, and refer to the cross checks listed later.
8. If valves show continual leakage after recheck, remove rocker box cover and place a fiber drift on the rocker arm immediately over the valve stem and tap the drift several times with a one or two-pound hammer. When tapping valves thusly, rotate the prop so that the piston will not be on top dead center. This is necessary in some engines to prevent the valve from striking the head of the piston. Then rotate engine with the starter and recheck compression.
9. Caution. Take all necessary precautions against accidental firing of the engines.
CROSS CHECKING IS IMPORTANTRather than rely on one source of information concerning the condition of the combustion chamber, it is wise to make cross checks, particularly when the compression readings are questionable. Therefore, we would like to recommend the following before removing cylinder.
1. Remember that spark plugs tell a story. Carefully check the spark plugs removed from any cylinder with a low reading.
2. Use at least a goose-neck light or preferably borescope and carefully check the top of the piston and cylinder walls.
3. Consider the health history of the engine. Has it had previous difficulty of this nature?
4. Has the pilot observed any loss of power in the engine during flight or during run up?
5. How has the engine been maintained and operated during its life? If the maintenance and care have been proper and consistent there is less likelihood of trouble.
6. The supervisor of maintenance should evaluate the known factors such as those discussed here and make are commendation to the pilot.
CONCLUSIONWhatever your opinion of the compression check as maintenance aid, it is probable that no pilot or mechanic would care to omit it during a 100 hour or annual inspection. On the other hand, since most everyone seems douse it on the flat opposed engines, we ought to share our experiences with its application to our powerplants. This has indicated that the differential is the best method of checking compression, and particularly so when the readings are charted as a trend over a number of routine inspections. It is a good tool for preventive maintenance and aids in avoiding in-flight failures. Cross checking is good procedure, rather than relying on one source of information concerning the condition of the combustion chamber.
Spark Plugs -- I
Key To Smooth Engine Operation
Hot and
Cold Plugs ? ? ?
Today, the term "hot and cold" is commonplace in general aviation - especially when related to engine spark plugs.
With the introduction of high compression, and high horsepower engines, a need for improved spark plugs was eminent. Spark plugs used in low compression, low horsepower engines were not compatible with the new, more sophisticated powerplants. The non compatibility factor of existing plugs with new engines resulted in development of spark plugs capable of operating efficiently at high compression ratios and high power settings.
Many aircraft operators have come in direct or indirect contact with the term "hot and cold" during the course of conversation with other pilots or mechanics. Its meaning and relationship to engine operation was sometimes rather vague. What do we mean by "hot and cold" spark plugs? What is the relationship between an engine and spark plugs? How important is it to smooth engine operation? These are but a few questions we will try to answer in this article.
Both spark plug and engine manufacturer working together determine the proper type spark plug suitable for each engine model These plugs can be either fine wire or massive electrode type. Before being released for production, each new type plug is checked in the laboratory and under actual flight conditions. They are tested through abide range of operating conditions and at different power settings, and only after both engine and spark plug manufacturer are completely satisfied with test data are plugs released for production. To eliminate any possibility of error in spark plug selection, both manufacturers provides park plug charts as a guide for proper plug selection. Final authority concerning proper plugs for a specific engine is the engine manufacturer. When selecting spark plugs, be sure to also consider the spark plugs' heat range.
Operating temperature of the spark plug insulator core nose is one factor that governs formation of troublesome combustion deposits. To help overcome this problem, selection of spark plugs with the proper heat range should be made. Spark plugs are susceptible to carbon deposits when the operating temperature of the core nose insulator is at or below 800 deg F. but an increase of just 100 deg F is sufficient to eliminate formation of these deposits. Also, lead deposits form because the bromide scavenger contained in tetraethyl lead is non active at low temperatures. At 900 deg Temperature, the bromide scavenger is fully activated, disposing of lead deposits with combustion gases during exhaust cycle. In this case, an increase of just 100 deg F was sufficient to make the difference between a smooth and rough running engine. To eliminate or keep this problem at a minimum, avoid prolonged idling at low RPM, avoid power off let downs, and after flooded starts run engine at medium RPM before taxiing.
Deposits formed between 1000 deg F and 1300 deg F are low volume and electrical conductivity and are least apt to cause spark plug fouling. This is the reason for selecting plug that will operate within the aforementioned temperature range at all power settings.
Now let's get back to the term "hot and cold" as related to engine spark plugs. Normally, a hot plug is used in a cold engine_low horsepower, and a cold plug in a hot engine_high horsepower. In actuality, these terms refer to the plugs ability to transfer heat from its firing end to the engine cylinder head. To avoid spark plug overheating where combustion chamber or cylinder head temperatures are relatively high, a cold plug is recommended, such as in high compression engine. A cold running plug has the ability to transfer heat more readily. A hot running plug has much slower rate of heat transfer and is used to avoid fouling when combustion chamber and cylinder head temperatures are relatively low.
From our discussion, it is clear to see that there is more to spark plugs than just buying a set and installing them in your engine. Be sure you know what type of spark plugs douse with your engine. Also, good spark plug service and maintenance is as important as proper plug selection. Take care in selecting and maintaining your plugs, it can result in many additional hours of smooth engine operation. Additional spark plug information is always available from the engine or spark plug manufacturers and other service organizations.
A listing of approved spark plugs in Service Instruction No. 1042 is available by writing to Product Support Department, Textron Lycoming, Williamsport, PA 17701. Additional information about spark plugs and their servicing may be obtained by writing Champion Spark Plug Division, P. O. Box 686, Liberty, AC 29657.
Spark Plugs -- II
Key To Smooth Engine
Operation
Spark plugs are frequently blamed for faulty engine operation which they do not cause. Replacement of old spark plugs may temporarily improve poor engine performance because of the lessened demand new spark plugs make on the ignition system. But this is not the cure all for poor engine performance caused by worn rings or cylinders, improper fuel/air mixture, a mis-timed magneto, dirty distributor block, worn ignition harness, or other engine problems. By analyzing the appearance of spark plugs that are removed from the engine, it may be possible to identify problems with the engine.
INTERPRETING THE APPEARANCE OF INSULATOR TIP DEPOSITSThe firing end of the spark plug should be inspected for color of the deposits, cracked insulator tips and gap size. The electrodes should be inspected for signs of foreign object damage and the massive type also for copper run out.
The normal color of the deposits usually is brownish gray with some slight electrode wear. These plugs may be cleaned, recapped and reinstalled. A new engine seat gasket should be used.
Dry, fluffy black deposits show carbon fouling. This indicates a rich fuel/air mixture, excessive ground idling, mixture too rich at idle or cruise, or faulty carburetor adjustment. The heat range of the plug is also too cold to burn off combustion deposits.
Oil fouling will be indicated by black, wet deposits ons park plugs in the bottom position of flat, opposed cylinder engines. Oily deposits on the top plugs may indicate damaged pistons, worn or broken piston rings, worn valve guides, sticking valves, or faulty ignition supply. This same condition in a new or newly overhauled engine may simply indicate that piston rings have not yet properly seated.
Lead fouling in mild cases shows as a light tan or brown film or slight build up on the spark plug firing end. Severe cases appear as a dark glaze, discolored tip, or as fused globules. Although mild lead deposits are always present to some degree, highly leaded fuels, poor fuel vaporization, operating the engine too cold, and spark plugs not suited forte particular operation are the usual causes of severe lead fouling. Extremely fouled plugs should be replaced and the cause of the fouling corrected.
Watch for bridged electrodes, a deposit of conductive material between center and ground electrodes that shorts out the spark plug. The gap may be bridged by ice crystals that form while trying to start, by carbon particles, by lead globules, by metallic particles or by ingesting silica through the air intake. When metallic fusion bridges the electrodes, the plugs must be replaced, but other deposits may simply by removed and the plugs returned to service. The cause of deposits that short out spark plugs requires corrective action.
Electrical and gas corrosion wear spark plug electrodes. Under normal conditions, this wear occurs slowly and should be expected. Severe electrode erosion and necking office wire ground electrodes indicates abnormal engine operation. Fuel metering, magneto timing, and proper heat range should be checked. Spark plug cleaning and rotation at scheduled intervals is usually adequate care until spark plug gap approaches recommended maximum. Spark plugs with worn electrodes require more voltage for ignition, and should be discarded when electrodes have worn to half their original size.
Copper run out is caused by very high temperatures associated with detonation or preignition. It occurs when high temperatures perforate of burn away the end of the nickel center electrode sheath and expose the copper core. Melted copper then runs onto the tip surface and forms globules or a fused mass across the electrode gap. The engine must be inspected and the plugs replaced with new ones.
A hot spot in the cylinder may cause preignition which can always be detected by a sudden rise in cylinder head temperature or by rough engine operation. When plugs are removed after a period of preignition they will have burned or blistered insulator tips and badly eroded electrodes.
Detonation is the sudden and violent combustion of abortion of the unburned fuel ahead of the flame front. It occurs part way through the burning cycle when the remaining unburned fuel suddenly reaches its critical temperature and ignites spontaneously. There is severe heat and pressure shock within the combustion chamber that will cause spark plugs to have broken or cracked insulator tips along with damage to the electrodes and lower insulator seal. Engine parts such as the piston, cylinder head, and connecting rod may suffer serious damage. When detonation has occurred, the cylinder must be examined with borescope and may require replacement. Corrective action is imperative.
The cylinders from which spark plugs with the above conditions were found should be inspected with the aid of borescope. It may be desirable to replace the cylinder, especially if back firing was reported by the flight crew. The reason for this precautionary action is that if the engine was operated under some detonation conditions, but not to the extent that it caused a complete piston failure, the piston rings could be broken and a piston failure requiring complete engine change may show up at a later date.
DAMAGE FROM EXCESSIVE TEMPERATURESOverheating of the spark plug barrel, sometimes caused by damaged cylinder baffles or missing cooling air blast tubes, may seriously deteriorate the ignition leads. Any overheating of the spark plug barrel by a defective baffle or exhaust gas leakage at the exhaust pipe mounting flange can generate temperatures in the insulator tip sufficient to cause preignition and piston distress.
OTHER SPARK PLUG PROBLEMSThe cure for threads that are stripped, crossed, or badly nicked is replacement of the spark plug with a new one. Dirty threads in the engine may cause the spark plug to seize before it is seated. Dirty threads also cause poor contact between the spark plug, spark plug gasket, and the engines eat. This results in poor heat transfer and will cause excessive overheating of the spark plug. This condition cane corrected by making sure that threads are clean, and by observing the torque specifications when installing new plugs.
Connector well flash over is caused by an electrical path along the surface of the insulator, from contact cap to shield. It occurs when the voltage required to arc across the electrode gap exceeds the voltage required to track over the surface of the insulator. This condition is caused by a too wide electrode gap, oil, moisture, salt track, or other conductive deposit on the terminal well surface or lead-in assembly. When flash over occurs, combustion chamber residues quickly coat the insulator tip and electrodes so that the condition may be interpreted as oil or gas fouling. If the ceramic of the plug is not broken, the plug may be cleaned and reused. Thorough cleaning of the lead in assembly may solve the problem, or it may be necessary to replace the assembly to affect a cure.
ELECTRODE GAPSThe size of the electrode gap has a very definite effect ons park plug service life and also on the performance of the engine. Insufficient gap size will not only cause misfiring during idle, but will also misfire during cruise power with lean fuel/air mixture. This intermittent misfiring during cruise lowers the temperature of the insulator tip to such an extent that lead deposits forming on the insulators may not vaporize sufficiently to keep the tips clean.
HINTS FOR SPARK PLUG SERVICINGSpark plugs with cracked, broken or loose insulators or highly worn electrodes should not be cleaned and reused. Replace with new aircraft spark plugs.
To prevent damage to spark plugs during removal and installation, use the right tool" for the job.
It is helpful to use anti-seize compound or plain engine oil on spark plug threads starting two full threads from the electrode, but DO NOT USE a graphite based compound.
If a spark plug is dropped, discard it and replace with anew one.
A torque wrench, reading in either foot pounds or inch pounds, is essential to proper installation of spark plugs.
Is Your Spark Plug Connector Over torqued?This is a brief summary of the Champion Spark Plug instruction for connecting the spark plug to the connector:
Terminal sleeves should be handled only with clean, dry hands. Before installation, wipe off the connector with ac lean, lint-free cloth moistened in methylethylketone, acetone, wood alcohol, naptha or clean unleaded gasoline. Make certain that the inside of the spark plug shielding barrel is clean and dry. Then, without touching the connector or spring with the fingers, insert the assembly in straight line with the spark plug. Screw the connector nut into place finger tight_then tighten an additional 1/8 turn with the proper wrench. Damaged threads or cracked shielding barrels may result if the connector nuts are tightened excessively. Avoid excessive side load while tightening.
By comparing the two spark plugs in this picture, you can see the results of over torquing at the distorted end of the lefts park plug. Since this distortion may make the spark plug unusable, great care should be taken to tighten the connector in accordance with the manufacturer's instructions.
Why Rotate Spark Plugs
The Positive and The
Negative
The policy of rotating spark plugs from top to bottom has been practiced by mechanics and pilots for many years. It is common knowledge in the industry that the bottom plugs are always the dirty ones and the top plugs are the clean ones. By periodically switching the plugs from top to bottom, you get a self-cleaning action from the engine whereby the dirty plug placed in the top is cleaned, while the clean plug replaced in the bottom gradually becomes dirty. Based on this cleaning action, a rotational time period must be established.
Due to the ever-increasing cost of aircraft maintenance and a desire to get the maximum service life from yours park plugs, the following information is offered on the effects of constant polarity and how to rotate plugs to get maximum service life.
The polarity of an electrical spark, either positive or negative, and its effects on spark plug electrode erosion has long been known, but has had little effect on spark plug life in the relatively low performance engines of the past. However, in the later, high performance, normally aspirated and turbocharged engines where cylinder temperature and pressure are much higher, the adverse effects of constant polarity are becoming more prevalent. As you can see in the picture comparing spark plug wear, when a spark plug is installed in a cylinder that is fired negative and is allowed to remain there for a long period of time, more erosion occurs on the center electrode than on the ground electrode, and when a spark plug is fired positive, more erosion occurs on the ground electrode than on the center electrode. From this we can see that a periodic exchange of spark plugs fired positive with those fired negative will result in even wear and longer spark plug service life.
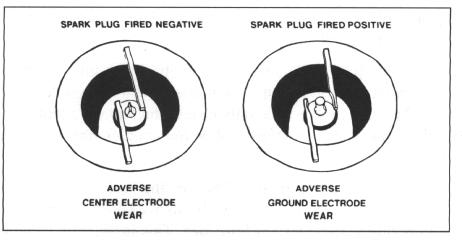
To get a polarity change, as well as switching the plugs from top to bottom, the following rotational sequence is suggested. First, when removing the spark plugs from the engine, keep them in magneto sets. After the plugs have been serviced and are ready to be reinstalled in the engine, make the following plug exchange. For six cylinder engines, switch the plugs from the odd number cylinders with the plugs from the even numbered cylinders. For example, switch 1 with 6, 2 with 5, and 3 with 4. On four cylinder engines, you must switch 1 with 4, and 2 with 3. During the following operating period, each plug will be fired at reverse polarity to the former operating period. This will result in even spark plug wear and longer service life. This rotational procedure works equally well on all four and six cylinder Lycoming engines except four cylinder engines equipped with the single-unit dual magneto. This is a constant polarity magneto and the only benefit to be gained by rotating the plugs is the reduction of lead deposit built up on the spark plugs when a rotational time period is established and followed. Another exception occurs on a few four cylinder engines where one magneto will fire all of the top spark plugs and the other magneto will fire all of the bottom spark plugs. If the plugs are rotated as previously recommended, polarity change will result but since the plugs do not get moved from top to bottom, no self-cleaning action by the engine will occur. This may result in the necessity to clean the bottom plugs at regular intervals as these are always the dirtiest. For those engines with magnetos which fire all toper bottom spark plugs the choice of rotating plugs to change polarity or to obtain bottom to top cleaning action must be made by the aircraft owner or the A & P mechanic.
Maintenance Suggestions From The Lycoming Service Hanger
Spark plugs are an important engine accessory. Perhaps it's because they do such an important job so well, yet are often taken for granted. This little fellow has character. Forte alert, knowledgeable mechanic, Mr. Plug is ever willing to reveal its secrets pertaining to the health of the engine's fuel system, oil consumption, combustion chamber, and event he engine treatment given by the pilot. At the Textron Lycoming Service Hanger, we have come to lean heavily oner. Plug's ability to "tell a story." Actually, he's our ace troubleshooter.
To make it possible for Mr. Plug to do even a better job, we are listing some "d's and don't." These tidbits are directed at both the mechanic and pilot.
The massive electrode type spark plugs are the least expensive to buy and do a fine job. The fine wire platinum plug is more expensive but gives longer life, is less prone to frosting over during cold starts, and appears to be less susceptible to lead fouling. The more expensive fine wire iridium plug has all the qualities of the platinum plug, plus the fact that the iridium material resists lead salts erosion boa much greater degree than platinum. This results in longer plug life. So - make your choice.
DON'T - reuse spark plug gaskets.
DO - use the recommended torque when installing plugs.
DON'T - be a throttle jockey. For years we have been preaching that engines don't like sudden throttle movement. Well, the spark plugs don't like it either.
DO - after a successful flooded start, slowly apply high power to burn off harmful plug deposits.
DON'T - close throttle idle any engine. Fuel contains ahead scavenging agent that is effective only when the plug nose core temperature is 900 deg F or more. To attain this temperature, you need a minimum of 1200 RPM, (TIGO-541 is an exception). Besides, the engine's fuel system is slightly rich at closed throttle idle. This ends up with Mr. Plug having a sooty face.
DON'T - fly with worn or dirty air filters or holes in induction hoses and air boxes, for this is the fastest way of wearing out engines. Mr. Plug doesn't like it either. One of his worst enemies is silicon (a fancy name for dirt).
DON'T - you mechanics, attempt to clean lead deposits from plugs with an abrasive type cleaner (an excellent way to keep the plug manufacturer on overtime filling replacement orders). Use the vibrator type cleaner sold by the plug manufacturers. Then, sparingly use the air powered abrasive.
DO - properly lean your engine in flight as recommended by the Pilot's Operating Handbook, and Lycoming Service Instruction No. 1094. In addition to being helpful to the engine in many ways, it also helps the plugs run cleaner, more efficiently and longer.
Engine Hoses
As airplanes and engines attain age, there appears to be anded to reemphasize the inspection or replacement of engine hoses or lines carrying fuel, oil, or hydraulic fluid. The hose manufacturers definitely recommend regular inspection andre placement of all such hoses at engine overhaul even though they look good.
Age limit of rubber-steel or fiber banded hose has generally been established at four years. This limit of four years is generally considered to be "shelf" life. All hose manufactured for aircraft use is marked indicating the quarter year in which it was manufactured. The listing "4Q92" means the hose was manufactured in the fourth quarter of 1992. Maintenance personnel should not use hoses with a high "shelf" life age.
To eliminate relatively short "shelf" life limits, Textron Lycoming has phased in Teflon hoses with silicone coated fire sleeves. These are the only hoses which are available for field replacement, and they will be found on engines shipped from the factory
Service Instruction No. 1274 lists the fuel and oil hoses used by Textron Lycoming. It also explains how then umbering system defines hose size. This instruction should be used as a reference anytime hoses are to be replaced.
Textron Lycoming Service Bulletin No. 509 must also be complied with if rubber hose is used to carry low-lead aviation gasoline. Aeroquip, the manufacturer of hose used by Textron Lycoming, has recorded several failures of 601-type rubber hose. Although it is satisfactory for other purposes, this hose appears to be adversely affected by low lead aviation gasoline. 601-type rubber hose used for low lead aviation gasoline is to be replaced after no more than two years of use. Aeroquip and Textron Lycoming recommend that rubber hose be replaced with Teflon hose. Teflon hose is normally unaffected by many of the operating variables that contribute to rubber hose degradation.
Checking And Adjusting Dry Tappet Clearance On Lycoming Engines
Any time work is done on the valve train of an engine, such as grinding valves or seats, replacing valves or valve rockers, or any other component of the valve operating mechanism, the dry tappet clearance should be checked and adjusted to insure that the correct tappet clearance is maintained. Any time tappet clearance is allowed to vary too far from prescribed limits, the engine will not operate properly. For example, if clearances are too small, burned valves or compression loss may result; and if clearances are too great, the engine will become noisy.
In both cases, the engine will become rough and mechanical failure may be the result.
The following is a brief description of procedures to check and adjust the dry tappet clearance. After observing all safety precautions, rotate the engine until the piston is on top dead center (TDC) of the cylinder to be checked. (1) Remove the rocker box cover, and also remove rocker shaft covers on angle head cylinders, valve rockers, thrust washer(angle head only), push rods, and shroud tubes. (2) Then remove hydraulic unit from the tappet body. On TIO-541 and TIO-541 engines remove the unit with fixture ST-233. On all other engines use special tool Part No. 64941, that can be purchased from Lycoming, or fabricate a puller from a piece of wire. NO MAGNET PLEASE. (3) Disassemble the hydraulic unit and flush out all oil from the unit. Also, remove all oil from the tappet body. (4) Reassemble hydraulic unit and install in the tappet body.
CAUTION: Be sure and keep hydraulic units as one assembly because mixing hydraulic unit parts may result in changing the leak down rate of the unit and may cause a rough operating engine.
CAUTION: After cleaning the hydraulic unit and tappet body, and unit is installed in the engine, do not turn the prop because this will pump oil into the hydraulic unit and resulting an inaccurate dry tappet clearance check. (5) Next, replace the shroud tubes using new seals. (6) Install push rods, valve rockers, and thrust washer on angle head cylinders only. (7) To check dry tappet clearance, depress hydraulic unit by pressing on the push rod end of the rocker, and measuring the clearance between the valve stem and heel of the rockers by using a feeler age.
On engines using rotators on the valves, the clearance is measured between the rotator and the heel of the rocker. In both cases, the clearance should be .028 to .080 on intake and exhaust valves on all engines except the TIO-541 and TIGO-541 series powerplants; the latter should be .040 to .105. If clearance falls within these limits, no adjustment is necessary. It not, then adjust to within limits in the following manner: If clearance is too great, remove the push rod and install a longer one. If clearance is too small, install a shorter push rod and recheck to be sure clearance is within limits.
To determine a short push rod from a long one, check the part number on the end of the push rod. The lowest numbers the shortest rod, and the highest number is the longest rod. On older type push rods, machined grooves will be found none side of the push rod, three grooves represent the short rod, and no grooves represent the long rods. Consult Lycoming Service Instruction No. 1060, and applicable parts catalog.
Some Tips On The Lycoming 0-235 Engine
Little things are sometimes forgotten. For that reason, a reminder is sometimes necessary. In the case of the Textron Lycoming 0-235 engine, it is a little different from most other Lycoming models. Other models are equipped with hydraulic tappets which do not require frequent adjustment. Occasionally there is a report of an 0-235 which is running rough or not producing normal power. Investigation often reveals that the solid tappets of the 0-235 need adjustment. The Lycoming Operator's Manual states that valve rocker clearance should be checked, and reset if necessary, at each 100-hour inspection. It is important that the procedure outlined in Service Instruction 1068 for setting this clearance be followed exactly. We find that since this engine model is a little different, this inspection item is often overlooked. This reminder may help operators of the 0-235 engine to keep it running smoothly.
A second problem sometimes reported with the 0-235engine also is the result of it being just a little different from other Lycoming models. Some 0-235 engines which use full flow oil filter have had very low oil pressure at idle after being overhauled. The oil pressure would then increase as power was increased and decrease as power was reduced. This inconsistency from the normal oil pressure indications was traced to improper installation of the oil filter adapter. Textron Lycoming Service Publication SSP-885-1 provides instructions for this installation.
These instructions specify that for the 0-235 engine only, a plate_Lycoming Part Number LW-12999 is to be installed between the accessory housing and the oil filter adapter. The plate is sandwiched between two gaskets Lycoming Part Number LW-12795. The plate is designed with a hole that meters the amount of oil flow and prevents an excessive flow of oil to the idler gear. When this plate is not installed as required, it results in the oil pressure discrepancy discussed earlier. Anyone who has occasion to install the oil filter kit after overhaul - or at any other time, should follow the instructions carefully and should consider that the 0-235 installation is slightly different from other Lycoming models.
The preceding paragraphs seem to picture the 0-235engine as an eccentric problem creator which it certainly is not. When the engine is maintained and operated in accordance with manufacturer instructions, it is so reliable that many models became eligible for an increase in TBO from 2000 to 2400 hours. Textron Lycoming Service Letter No. L213 gives the details that owners of 0-235 engines built before mid-1986 may want to examine more closely. Starting in June of 1986, all new, remanufactured, and factory overhauled 0-235 engines with compression ratios of 8.5:1 or 8.1:1 are built with new increased strength pistons, Part Number LW-18729. This part change, together with past service history, will allow Textron Lycoming to increase the recommended TBO from 2000 hours to 2400 hours.
For those individuals who own an 0-235 with 8.5:1 or8.1:1 compression ratio, a TBO Extension Kit is available. The kit includes four new pistons and all other parts necessary for the change. It should be noted that the TBO extension may only be applied to those engines that contain 100% GENUINE Lycoming parts.
Those 0-235 models with a compression ratio of 6.75:1 were immediately eligible for the 2400-hour TBO if they contained 100% GENUINE Lycoming parts. For those owners who have maintained their engine reliability and durability by using only Lycoming parts, this notification of increased TBO was good news.
Importance Of The Correct Cylinder Base Nut Tightening Procedure
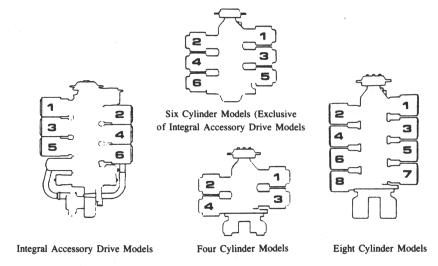
The need to constantly stress the correct cylinder base nut tightening procedure seems apparent. Operators in the field are occasionally having engine problems and malfunctioning after reinstalling cylinders, and not tightening the cylinder base nuts correctly. The latter tends to cause crankshaft bearing shifting, crankcase fretting, or broken cylinder studs, and possible engine failure.
Again we remind all operators in the field that we called this problem to your attention in Flyer No. 15, published in 1972, and repeated the information in each revision of theKey Reprints since that time. In order to properly reinstall cylinders, consult Textron Lycoming Service Instruction No. 1029.
Maintenance people should ensure that torque wrenches have been correctly calibrated before accomplishing cylinder base nut tightening. After reinstalling cylinders, a ground runoff the engine should be accomplished as outlined in the Lycoming "Engine Operator's Manual," followed by shutdown and inspection. Then the engine should be. test flown normally, and following the flight, a good inspection of the engine should be made before returning the aircraft torch~tine use.
Fuel Injector Nozzles Have Been Improved
Reports from operators of fuel injected engines and from Lycoming service representatives provide some insights into the subject of clogged fuel injector nozzles. By providing our readers with information from these sources, it may help some of them to recognize and treat a similar problem in their own aircraft.
A letter from the owner of a twin engine aircraft with Lycoming IO-540 engines indicated that after 900 hours of operation the engines had performed flawlessly except for minor problems involving the fuel injection system. This particular aircraft was equipped with an exhaust gas temperature (EGT) probe at each cylinder so the cylinder causing a problem could be pinpointed by using the EGT analyzer. Here is a description of how this problem was observed by this owner.
From time to time there would be erratic combustion none cylinder which would either raise the exhaust gas temperature as shown on the analyzer (an indication of Alan mixture on that one cylinder), or in some rare cases the individual cylinder would become inoperative. Thorough cleaning of the nozzle and line had little effect, but simply replacing the nozzle and line caused the cylinder to operate normally and brought exhaust temperatures back into line; EGT was again responsive to mixture control.
The basic problem boils down to almost microscopic pieces of brass, rubber, or other forms or dirt that get into the fuel nozzle. These bits and pieces are extremely hard to dislodge and they may severely restrict fuel flow to the individual cylinder. Cleaning the line and nozzle does not always remove the dirt and correct the problem, although on the surface it would appear that it should.
When fuel flow is only partially blocked by dirt in the injector nozzle, the exhaust gas temperature will rise and not respond to mixture control until idle cut off is reached. The reason for this is that the blockage now becomes the primary restriction and is independent of mixture control position.
In those aircraft that do not have an EGT probe on each cylinder, erratic combustion or engine surging, which maybe an indication of clogged or dirty fuel injector nozzles or dirty fuel, may possibly be checked by noting the fuel flow gauge. Those fuel flow gauges that actually measure pressure will have an indicator calibrated to show gallons or pounds of flow per hour. With this type of instrument, a clogged nozzle will cause a pressure increase and, therefore, an unusually high fuel flow indication. Direct flow meters donor react in this manner.
To pinpoint the individual nozzle or nozzles that are clogged, it will be necessary for a mechanic to flow check all lines into containers of equal size. The stream from each nozzle should be smooth and steady, with no fluctuation. The amount of fuel from each nozzle should be equal when the containers are viewed after the flow check is complete. Ac logged nozzle or nozzles may be identified by a smaller amount of fuel in its container after the flow check period.
As indicated earlier, fuel injector nozzles have traditionally been difficult to clean. Under no circumstances should the fuel injector nozzle be probed with a sharp instrument. The proper method of cleaning described in Textron Lycoming Service Instruction 1275 includes washing the nozzle thoroughly with acetone and blowing it out with compressed air. Also, as indicated earlier, there have been times when cleaning did not return the fuel flow
to normal and the only recourse was replacement of the nozzle and line to achieve satisfactory engine operation.
The difficult job of cleaning fuel injector nozzles has been made easier with the introduction of the "two-piece air bleed injector nozzle." These nozzles are installed introduction engines and are available as replacements for the nozzles that were used previously. They are physically and functionally interchangeable with the corresponding old style nozzle.
The minor fuel flow problems cited by the aircraft owner in the first few paragraphs of this article were experienced with old style fuel injector nozzles. The new two-piece injector nozzles introduced by Textron Lycoming Service Instruction No. 1414 have an advantage; they can be taken apart for easier cleaning. This feature should make troubleshooting and repair of dirt related fuel flow restrictions much easier. We should emphasize that Cleanliness is Extremely Important when installing, cleaning or working with fuel injector nozzles as they can very easily be contaminated with small amounts of dirt. See Textron Lycoming Service Instruction No. 1414 for two-piece nozzle installation instructions, and Service Instruction 1275 for cleaning and test information.
Unauthorized Additions To Your Engine Can Cause Trouble
Some accidents and forced landings have been reported to us which have been caused by adding certain equipment to the engines out in the field. In most instances, the equipment added to the engine has not been approved by the airframe manufacturer or the engine manufacturer. Here are two of many examples reported to us:
One owner added a magnetic pickup to the engine oil drain plug which restricted oil flow to the oil suction screen, causing oil starvation to the engine, and resulted in failure.
Another owner installed an oil quick-drain plug on the engine sump of a plane with a retractable landing gear. When the gear was retracted, it knocked the protruding plug off, allowing the oil to escape and the engine to fail of oil starvation.
Operators in the field desiring to add any part to the engine should first consult with the engine and airframe manufacturer. Any addition or change of engine parts also calls for a careful ground run and inspection of the area oft he engine after shutdown. Then the engine should be flown and the engine instruments carefully observed during the test flight. After the latter, the engine should again be inspected for oil or fuel leaks, etc., before flying with passengers. The Engine Operator's Manual has a ground run checklist and alight test record for such occasions.
The Textron Lycoming standard warranty statement summarizes our discussion in the following all inclusive statement:
"Textron Lycoming reserves the right to deny any warranty claim if it reasonably determines that the engine or part has been subjected to accident or used, adjusted, altered, handled, maintained, or stored other than as directed in your operator's manual, or if non-genuine Textron Lycoming parts are installed in or on the engine and are determined lobe a possible cause of the incident for which the warranty application is filed."
A Simple Check Of Internal Engine Timing
The A&P mechanic is often called upon to troubleshoot an engine problem relating to low power. There are many causes for this kind of complaint. This article will discuss one possibility that should be considered if this problem occurs after an engine has been overhauled or disassembled for other reasons.
First, let us consider the symptoms. In case of an engine fitted with a fixed pitch propeller, the static RPM may be several hundred RPM below what is specified for this engine/airframe combination. For an engine with constant speed propeller which has the governor and propeller blade angle set properly, it is possible that both static RPM and/or performance may be low. The cause of these symptoms in an engine which has recently been disassembled may be the result of improper timing between the crankshaft and the camshaft. Misalignment by one or two gear teeth may have occurred during engine assembly.
If these symptoms exist and if improper timing is suspected, it is not necessary to disassemble the engine to check the internal engine timing between crankshaft and camshaft. The procedure for accomplishing this check Willie detailed below for those A&P mechanics who have not been exposed to this method before.
First, insure that magneto and electrical switches are in the OFF position. Next, remove the cowling so that rocker box covers and spark plugs are accessible. Then rotate the engine so the piston in number one cylinder is positioned atop dead center on the compression stroke. The number one cylinder of Lycoming engines is the right front cylinder except for the 541 models which have number one cylinder at the left front position. For all Lycoming direct drive engine models, the top dead center position of number one piston can be verified by observing that the mark indicating the #1 TDC position on the rear side of the starter ring gears exactly aligned with the split line of the crankcase at the top of the engine. As the last step of preparation, remove the rocker box cover from number two cylinder.
Engine timing is checked by first observing the number two cylinder valve rocker arms. Both valves should be closed or nearly closed. The next step is to move the propeller slightly in one direction. Rocker arm motion should be seen as one valve starts to open. STOP. Now rotate the engine back to the original position with the #1 TDC mark again aligned with the split in the crankshaft halves. Both valves should again be closed or nearly closed. Now move the propeller slightly in the direction opposite from the first movement. Rocker arm motion should again be seen as the other valve starts to open. If the two valves started to open as described with only a small amount of engine movement in each direction, the engine timing incorrect.
For some individuals it may be simpler to rock the propeller slightly with a back and forth motion while observing that first one valve and then the other will start too pen. If movement in either direction exceeds twenty degrees of engine rotation before motion of the rocker arm occurs, the crankshaft to camshaft timing is not correct.
If the observed rocker arm movement indicates that internal engine timing is correct, then this is not the cause oft he low power being investigated. On the other hand, if both rocker arms do not move from engine rotation within the parameters discussed earlier, the internal engine timing is not correct. This indicates a probable error during engine assembly and it can only be corrected by opening the engine and realigning the crankshaft and camshaft gears. Instructions for accomplishing this task will be found in the appropriate overhaul manual
Installation of Counterweight Rollers
The latest revision of Textron Lycoming Service Instruction No. 1012 provides information on the location and assembly procedure for counterweights on each Lycoming crankshaft equipped with counterweights. The illustrations and engine listing in this service instructions how that some crankshafts may have two or more counterweights of the same part number attached to the crankshaft with rollers having unlike part numbers.
This can be a little confusing, and we have had reports from mechanics who assembled an engine using two different size rollers (two different part numbers) in the same counterweight. Another report had the mechanic identifying the rollers by the size of the part number lettering rather than reading and comparing the part numbers. Fortunately, in the cases we are aware of, the error was corrected before assembly of the engine continued.
To help in clearing up this possible source of confusion, it should be remembered that each counterweight is installed with two identical rollers. The rollers will have the same part number and will be the same size. The next counterweight on the same crankshaft may use rollers of different size and part number, but these two rollers will also be identical in size.
For more details on the assembly of crankshaft counterweights see the latest revision of Service Instruction No. 1012.
SAFETY NOTES
In an attempt to reduce the cost of flying, some operators have resorted to methods of operation which are considered to be unsafe. Textron Lycoming makes the following recommendations regarding these practices:
1. Do not advance timing_set timing in accordance with the Engine Operator's Manual forte specific engine model.
2. Do not use a hotter spark plug for low power cruise - unless it is approved for the specific engines listed in Lycoming Service Instruction No. 1042.
3. Do not abbreviate the warm-up of turbocharged engine_follow the instructions of the manual pertaining to oil temperatures, otherwise an overboost or erratic power condition will result.
4. Do not use automotive oils in aircraft engines -they will cause engine damage or possible failure.
5. Do not use automotive fuel in aviation engines. Quality of automotive fuel varies widely and additives may result in deterioration of fuel system components. The engine manufacturers contend that use of auto fuel in an aircraft induces unnecessary risk.
Engine Suggestions For Operators
OIL FILTERSClean engine oil is essential to long engine life. Generally, service experience has shown that the use of the external full flow filter can increase the time between oil changes provided that the filter elements are replaced at each oil change. Under normal operating circumstances the oil should be changed every 50 hours, and the oil filter element should be replaced after each 50 hours of engine operation. It is very important that the filter element be cut open in order to examine the material trapped in the filter for evidence of internal engine condition. However, operation industry areas or cold climates may require more frequent oil changes despite the use of an oil filter. An engine which sits for long periods between flights should have an oil change at four month intervals regardless of the limited flight time accumulated. The filter cannot filter water and acids which may accumulate in the oil.
OIL CONSUMPTIONOil consumption is a very important trend to monitor inane engine. The operator and maintenance people should
know the general history of oil consumption during the life of the engine. It is typical of an engine during seating of new piston rings that oil consumption may be erratic or high; but after the rings are seated, generally within the first 25 to 50hours, oil consumption should level off below the maximum limits established by the manufacturer. Later, during the life of the engine, if there is a noticeable increase of oil consumption within a 25-hour period (one quart or more per HR.), this could be a danger signal and calls for an investigation.
The oil screens and filter should be carefully observed for signs of metal, and maintenance personnel should take compression check of the cylinders, preferably using differential pressure equipment, and also look inside the cylinders with a borescope or gooseneck light to detect any unusual condition.
THE AIR FILTERThe induction air filter is a very important element in the life of an aircraft engine. With the modern high performance powerplant, the operator must keep dirt and abrasives out oft he engine if it is to attain the expected life and trouble-free hours. Although this is a maintenance responsibility, the pilot/owner should be aware that excessive wear and early failures of reciprocating engine parts is due, in many instances, to contaminates introduced through or around their filter. The aircraft manufacturer's instructions for maintenance of the air filter must be closely followed. When operating in very dusty or sandy conditions, it may be necessary to service the filters daily or every few hours in accordance with the airframe manufacturer's recommendations.
Recommendations For Aircraft Or Engine Struck By Lightning
Textron Lycoming Service Bulletin No. 401 makes recommendations to operators any time an aircraft has beens truck by lightning. It points out that damage to an aircraft, which has been struck by lightning, is often confined to specific area of the structure. In such instances where the engine and its accessories, controls, fuel or exhaust systems are involved, it is necessary to evaluate and repair the damage before the aircraft is flown again.
The Service Bulletin explains that although the path of the lightning may appear to have been around the external housings of the engine components, it is nevertheless impossible to assess the internal damage that might have occurred by heat during the lightning discharge. Therefore, in the event the engine has been damaged by lightning, disassemble and inspect the component parts. Heat generated by the arcing effect of the electrical discharge can cause irreparable damage to the hardened surfaces of ball bearings, crankshaft bearing surfaces, camshaft lobes, gear teeth, and other parts that are surface hardened. These parts should not be reused if discoloration, cracks, or other indication of damage by lightning is evident.
Recommendation Regarding Use Of Incorrect Fuel
There have been incidents of the accidental use of the wrong fuel_particularly turbine fuel. Turbocharged piston engines with the term "Turbocharged" painted on the engine nacelle have been interpreted by refueling crews to require turbine fuel. We must remind the pilot-in-command again, as we have over the years, he or she must be responsible forte proper fuel in the aircraft tanks at refueling. ,
Turbine fuel, or a mixture of turbine and aviation gasoline, has proven to be a particularly ruinous fuel for piston engines. As a result, if the engine has been operated with this unspecified fuel, qualified maintenance personnel must make a detailed inspection of the engine with particular attention to the combustion chambers. If detonation has been severe enough, further damage will occur to crank pins and main bearings, counterweights and valve train components. In view of possible damage, disassembly and inspection oft he engine parts is the only safe recommendation that can be made after the engine has been operated with improper fuels. If it has been determined that the engine has been Runyon unspecified fuel, do not continue to operate it unless it has been inspected and certified to be air worthy by competent maintenance personnel.
Textron Lycoming Service Bulletin No. 398 is the latest reference concerning Lycoming engines which have been operated with unspecified fue].
Propeller Ground Strike or Sudden Stoppage Can Be Dangerous
As an engine manufacturer, we are often asked to guide pilots and mechanics concerning what to do about an engine after sudden stoppage, or a ground strike by the propeller. Service Letter No. 163 and Service Bulletin No. 475 state Textron Lycoming's position concerning this problem. These important publications point out that there may be hidden internal engine damage from such an incident. From the experience of previous incidents, we know that the unseen damage to an engine by sudden stoppage or a hard ground strike has caused subsequent engine failures.
Some failures resulted from an over stressed crankshaft gear dowel which ultimately sheared. When this part breaks, all power is lost. Because of this, Textron Lycoming Service Bulletin No. 475 and AD Note 91-14-22 require a mandatory inspection, and compliance with repair and re assembly procedures.
In other cases, stoppage or ground strikes have resulted in over-stressed connecting rod bolts which failed soon thereafter. When a rod bolt fails, it allows the connecting rodeo get loose and flail inside of the engine causing a nasty failure with a serious fire potential.
After a prop strike or sudden stoppage, the incident must be entered in the engine logbook. Textron Lycoming must take the position that in the case of sudden engine stoppage, propeller strike, or loss of a blade tip, the only safe procedure is to remove and disassemble the engine and completely inspect the reciprocating and rotating parts. This will require a skilled mechanic who knows what to look florin the affected engine.
Any decision to operate an engine which was involved in sudden stoppage, propeller strike, or loss of prop blade tip without disassembly and inspection will violate the AD Note issued by the FAA and Lycoming Service Bulletin No. 475, both of which are mandatory. Any decision to fly an engine without complying with these publications must be the responsibility of the agency returning the aircraft to service.
Keep Your Direct Drive Engine Starter Clean To Avoid Trouble
Many starters manufactured by Prestolite and ElectroSystems are in use with Lycoming engines. From time to time these starters used on our direct drive engines are returned to the factory reported as malfunctioning, but investigation here revealed the problem to be dirt. The location of the starting motor on many aircraft engines subjects the Bendix Drive of the starter to contamination from dust, dirt, and moisture because the drive housing is open and the engine constantly circulates air around the starting motor.
Typical indications of a dirty Bendix Drive are:
1. Sluggish operation_operator has to make several attempts before the starting motor will crank the engine.
2. Noisy operation_a grinding noise when the starter is energized.
3. Failure to engage.
Whenever any of the above complaints are received, the starting motor should be removed immediately and the Bendix Drive cleaned and lubricated. Oil should never bemused because oil in that location collects dust and dirt becoming gummy and causing the Bendix Drive to stick.
In most cases it will be necessary to partially disassemble the starting motor in order to service the Bendix Drive. The latter should be removed from the motor shaft to insure thorough cleaning and lubricating. Clean the area in front oft he Bendix Drive pinion before removing the drive from the shaft.
Do not use carburetor cleaner or any solvents that could damage the rubber block inside the Bendix Drive. Use only clean petroleum base cleaners such as kerosene or var pol.
Thoroughly clean the Bendix Drive to remove all dirt and contamination from the screw shaft threads and control nut. If the drive is exceptionally dirty, the drive pinion cup can be removed to insure a thorough cleaning job. Do not attempt tore move the control nut.
After the Bendix Drive has been thoroughly cleaned and blown dry with compressed air, lubricate the screw shaft threads and ratchets with a silicone spray. Lubricate the motor shaft with the same silicone lubricant before installing the drive assembly on the shaft.
The subject of Textron Lycoming Service Instruction No. 1278 is starter drive lubrication.
Notes on Replacing Connecting Rods or Pistons
An article on Engine Balance explained that certain engine parts are organized in matched sets, by weight, before they are installed in an engine being built at the Lycoming factory. Occasionally, it may be necessary tore place one of these parts during the operational life of the engine. When this happens, mechanics in the field should know that Lycoming parts which are matched by weight when an engine is built should only be replaced with parts which fall within design specifications for service(replacement) parts.
Starting with connecting rods, the system of marking specifies that each part will be marked with one of these letters: A, B. S. D, or E. Connecting rods with the same identifying letter are installed when the engine is new; if only one or two rods are to be replaced in the field, they must be those marked with the letter S. The S indicates a"service part" which will always have a median weight. Use of a connecting rod stamped with an S will insure that the weight match between rods is always within the tolerance allowed by the Lycoming specification for that particular part number.
If a piston is to be replaced, it is strongly recommended that the powerplant mechanic refer to Lycoming Service Instruction No. 1243. This service instruction shows that certain piston part numbers are designed to fall within specified standard weight range. Any genuine Lycoming piston with that part number will be a satisfactory replacement, although the weights of each piston should be compared before installation.
Other pistons are marked as A or B weights and are used in matched sets when an engine is built. When these pistons must be replaced as a partial set, "service part" pistons are provided by Textron Lycoming. These will be marked withal or BS and are restricted to a very narrow weight range
that falls between the A and B weights. Use of these pistons as replacements will insure that the entire set, both old Andrew, fall within overall weight limit tolerances set by Textron Lycoming.
When pistons are installed in an engine, another consideration for standardization of weight is the piston pin plug. Service Instruction No. 1267 describes three piston pin plugs currently in use. Although these three are interchangeable, they must be used in complete sets of the same part number because each part number has a different weight.
Connecting rods and pistons are one more example of the need for appropriate reference materials when working onLy coming engines. Overhaul Manuals, Parts Catalogs, or service instructions are the source for those details we cannot retain in memory.
Does Your Nose Seal Leak?
Perhaps the first step In discussing this subject is to first get the terminology correct. The latest revision of Lycoming Service Instruction No. 1324 calls it a Crankshaft Oil Seal. Although almost everyone knows exactly what you are talking about when the term Nose Seal is used, correct terminology can be important. Should this seal leak immediately after installation, it is possible that the seal was damaged during the installation process, but a poor fit between the crankcase and seal or the crankshaft and seal could also be responsible for the leak.
Before installation of a crankshaft oil seal, it is important to check the recess into which it fits for proper size. Excessive wear which enlarges the crankcase bore for any reason may cause the crankshaft oil seal to leak. An undersize crankshaft could result in the same poor fit and Aleck. This is usually caused by a rusty or pitted surface which has been polished excessively. Lycoming Service Instruction No. 1111 specifies the maximum undersize grinder polish which is allowable for the removal of rust or pits. It also prescribes the procedures for relating the crankshaft flange and seal area. Measurement of both the crankshaft and the crankcase to insure that they meet Table of Limit tolerances should be standard maintenance procedure before installation of a crankshaft oil seal.
To avoid damage during installation, it is important to follow the instructions provided in the latest revision of Lycoming Service Instruction No. 1324. This instruction gives information on the two types of seals which may bemused in Lycoming direct drive engines, the part numbers of both the standard and the oversized seals, and the method of installing both types of seal.
When a leak at the crankshaft oil seal develops after many hours of normal operation, it is usually the result of other problems. The experienced Field Service Engineers at Lycoming indicate that a leaking crankshaft oil seal infrequently caused by a restricted breather or an oil slinger clearance that is too tight. The leak might also be caused by a propeller defect which places an abnormal side load on the crankshaft oil seal.
To avoid the problem of oil leakage at the crankshaft oil seal because of an engine breather restriction, examination of the breather tube to determine its condition is an excellent idea. If the tube is in good condition, also remember that the engine expels moisture through the tube. Under freezing conditions there is some possibility that the moisture may freeze at the end of the tube and ice will build up until the tube is completely restricted. Should this happen, pressure may build up in the crankcase until something gives - usually the Crankshaft Oil Seal.
Since the airframe manufacturers know this is possibility, and since they design with the intention of preventing engine related problems of this kind, some means of preventing freeze-up of the crankcase breather is usually apart of the aircraft design. The breather tube may be insulated, it may be designed so the end is located in a hot area, it may be equipped with an electric heater, or it may incorporate a hole, notch, or slot which is often called a"whistle slot." Because of its.simplicity, the whistle slot is often used and is located in a warm area near the engine where it will not freeze. Aircraft operators should know which method of preventing freeze-up is used and then insure that the configuration is maintained as specified by the airframe manufacturer.
Should leakage at the crankshaft oil seal occur as a result of oil slinger clearance which is too tight, the problem can initially be identified by checking for excessive end clearance. This can be done with a dial indicator. Remove the prop and then push the prop flange to the extreme aft position and zero the indicator. Then pull the prop flange full forward and read the travel on the indicator. Compare this figure with the limits listed in the Table of Limits for the appropriate engine model.
Should the end clearance exceed the limits specified, the oil slinger clearance should then be checked. First, remove the old nose seal and clean the work area. Again, push the crankshaft to the rear of the engine. Insert a .002 inch feeler gauge about 3/16-inch wide between the oil slinger on the crankshaft and the crankcase. Again, pull the crankshaft forward. If the .002-inch feeler age is pinched tight, the required .002- to .007-inch clearance has been exceeded. Lack of appropriate clearance is the result of excessive weapon the crankcase thrust face which will allow oil to be pumped out past the crankcase oil seal.
Overhaul time is usually when the crankcase thrust face might receive needed repair. Should the crankcase oil seal be leaking excessively, it may simply mean that overhaul time has arrived early. Fortunately this is something which does not happen very often.
Crankcase with worn or damaged thrust face areas cane repaired by reworking the thrust face area to permit installation of new thrust bearing washers. These bearings are available as repair items. Thrust bearing washers may be reused if they do not show wear and if their thickness insufficient to maintain compliance with the crankshaft and crankcase end clearance specifications in the Lycoming Table of Limits.
Instructions for repairing the crankcase thrust face are found in the latest revision of Lycoming Service Instruction No. 1354. This repair should bring the oil slinger clearance back into tolerance and should cure the leaking crankcase oil seal which would also have been replaced during there assembly of the engine.
The information provided in this brief article may help aircraft owners to prevent the possibility of a leaking crankshaft oil seal and to understand the serious nature of there pair required if this seal is found to be leaking excessively.
Cam and Tappet Wear
The lobes of the camshaft and the tappets that they continually operate against have always been subject tower. Someone recently stated that in recent years there has been an unacceptable rise in the occurrence of spelling tappets and worn cam lobes. Is this a factual statement?Perhaps it may help if we take a look at one or two of the causes of wear on these parts. From this we may reach conclusion about why this statement could possibly be true today.
Corrosion is a known cause of tappet and cam lobe wear. The engines of aircraft that are not flown regularly may be extremely vulnerable to corrosion. When the film of oil drains from the interior parts of the engine after it has been run, those parts become prey to the chemical changes that are caused by moisture, acids, and oxygen. Tappets from engines which have not been operated for long periods have been closely examined. Under a microscope, it is not unusual to find microscopic pits on the face of the tappet. This is the beginning of trouble. Starting with these very tiny pits, tiny particles of rust also affect the cam lobes. Once started, the process is not likely to stop until the wear reaches a point where these parts are doing an unacceptable job.
Some people might question the assertion that engines can attract unusually large amounts of moisture: brief operating periods, low engine oil operating temperatures, and condensation all contribute. It might be very surprising to take an engine which has flown 15 to 25 hours over the course of four to six months and drain the oil into a clear container. The amount of water which settles to the bottoms likely to be more than one would expect. Also remember that combustion causes acids to collect in the oil. When these are not removed by regular oil changes, the acids, as well as the moisture, will promote the growth of microscopic pitting which eventually leads to excessively worn tappets and cam lobes.
Another factor in the unacceptable rise of tappet spelling in general aviation engines may be the product that is put into many of those engines at overhaul. To reduce the costs of overhaul, there is an increasing tendency to put reground camshafts and tappets into these engines. Although camshafts may be reground, there is a very strict limit on the amount of grinding which can be tolerated. Grind too much and the hardened surface of the cam lobe is gone. After this kind of grinding, the cam may look great, but it will be wearing on the soft metal which was once protected by hardened surface. Textron Lycoming does not recommend the use of reground tappets under any circumstances, but many engines overhauled in the field today come back to the owner with reground tappets and camshaft. In some cases at least, these items are nothing more than good looking junk.
Because of the high percentage of refurbished used parts that go into many overhauls, and the many airplanes that sit for long periods without being flown, there could be more tappet spelling today than in the past. These are some of the reasons why the statement that there has been an unacceptable rise in spelled tappets and worn cam lobes indecent years might just be true. Ask about the parts which are going into your overhaul. It may be less expensive to pay for new parts at the time of overhaul than it is to pay for replacing worn out parts before your engine has reached its expected TBO.
Exhaust System Maintenance
Pay Now Or Pay Later
It is unfortunate that the exhaust systems attached to aircraft engines are one of the most overlooked and ignored parts of the aircraft. Almost all aircraft with normally aspirated engines have an exhaust system supplied by the airframe manufacturer. Engines which are turbocharged by Lycoming will also have most of the exhaust system supplied by Lycoming.
Lycoming technical representatives get many calls about exhaust system problems. It makes no difference who supplied the system. There are several areas where discrepancies may occur: loose baffles in the muffler, exhaust leaks at the exhaust flange gasket, and slip joints that do not slip. Exhaust gas leakage at the exhaust flange gasket will cause erosion of the aluminum cylinder head material, and a frozen slip joint will cause cracks in the exhaust pipe system. Loose baffles in the muffler may result in a loss of power. These problems can be minimized by regular exhaust system maintenance at each periodic inspection.
The muffler should be checked carefully each time the exhaust system is inspected or anytime a loss of power is evident. Baffles which have come loose tend to lodge at various places inside the muffler. When the exhaust outlet is blocked, a power loss will occur due to the excessive back pressure created in the exhaust system. Attempting to look into the muffler may reveal baffling which is loose, but usually this is not something that can be determined visually. A sharp bump on the mimer with the palm of the hand while listening for any rattling sound may produce better results than looking. If loose baking is found, the muffler should be replaced with a new or overhauled unit before the next flight.
Another important part of the exhaust system is the exhaust flange gasket. Three different types are available from Lycoming. The manufacturing standard is the copper/asbestos gasket or the beaded gasket. Where the beaded exhaust flange type gaskets are used, they must be assembled (two each per exhaust port flange) with their beads interlocking. The flat side of the gasket must face toward the cylinder head, and the raised or bead side, toward the exhaust stack. After initial installation, exhaust flange nuts should be carefully re torqued after the first 25 hours of engine operation. These standard gaskets should not be reused.
The third type of exhaust flange gasket available from Lycoming has V-shaped spiral wound layers of stainless steel and asbestos. These gaskets are available for all Lycoming engines using the 2- or 3-hole gasket design. This design provides a resilient action that automatically adjusts for mechanical compression, internal pressure variations, and temperature changes. The spiral wound exhaust flange gasket has superior sealing qualities and, unless an exhaust leak is evident, may be reused when the exhaust manifold is loosened or removed. New gaskets should always be used when the engine is overhauled.
All exhaust flange gaskets which were originally designed with asbestos as one of the basic materials are now manufactured to a new standard. Although the part number may be the same, asbestos has been replaced with an alternate material.
At each periodic inspection, the exhaust system should be checked to insure that exhaust gases are not leaking at the exhaust flange. A leak can be identified by the powdery residue which will be evident around the place where the leak is occurring. This residue may range from white to light brown in color.
A leak at the exhaust flange gasket is often caused by improper torquing. Too little torque and the connection loosens. Too much torque and the gasket will bow slightly_again allowing exhaust gases to leak. If left uncorrected, erosion of the aluminum cylinder head material will occur quite quickly. A loss of material amounting to only a few thousandths of an inch could be enough to make the cylinder unusable. Therefore, correcting the problem quickly is essential.
If the aluminum cylinder head material has already eroded as the result of an exhaust gas leak, repair is sometimes possible. This cannot be done by hand. Studs must be removed and the damaged surface refinished by use of a milling operation. No more than twenty thousandths fan inch may be removed. Should it be necessary to remove more than twenty thousandths of an inch to obtain a true surface, the cylinder should be replaced.
Where erosion of the cylinder head has not occurred, replacing the exhaust flange gasket with a new one will usually eliminate the leak. Insuring that the correct torque is applied during installation of the gasket is necessary to avoid future problems.
Fortunately, an exhaust leak at the exhaust flange is not frequent occurrence. A close visual check at each periodic inspection and prompt attention to correct any defect which may be found will usually be enough to avoid the need forbore expensive repairs.
Exhaust systems with slip joints present another problem. The joints are necessary because the pipes must move. Vibration, along with heating and cooling of the system that causes expansion and contraction make it essential that the system be designed so that it has flexibility. Exhaust residue and heat may eventually cause slip joints to seize. Because a slipjoint which has seized can be expected to cause breakage of the exhaust system pipes, regular maintenance to keep these joints free is a must. Mouse Milk or a similar lubricant should be applied to the slipjoint at regular intervals to prevent seizing of the pipes.
Maintenance of an exhaust system with slipjoint is a pay now or pay later situation. If the preventive maintenance is not accomplished, it will mean buying new parts for the exhaust system. Paying for a new exhaust system is not the worst part. A broken pipe could allow hot exhaust gases toes cape into the engine compartment where there is the potential for fire which would further damage the aircraft and present a serious hazard for pilot and passengers.
Maintenance on this type of exhaust system requires that it be taken apart if the slipjoint will not move. Should slipjoint be frozen, Mouse Milk or a good penetrating oil should be used to free it up. Then each joint must be cleaned of all exhaust residue and thoroughly examined to insure that there are no cracks or damage that would prevent free movement. Before reassembling the exhaust system, the slipjoint surfaces should be coated with high temperature lubricant such as Eel-Pro CIA or equivalent.
Exhaust system maintenance probably should not be considered as
complete unless it has included a review of airframe and engine manufacturer
bulletins that may apply. From time to time product improvements are made
available. A prior review of service bulletins would allow these to be
incorporated when the regular periodic maintenance is being done.
The reason for this entire discussion is to point out the need
for regular inspections and preventive exhaust system maintenance. Prevention is
always less expensive and less hazardous than waiting for serious problems to
occur.
High Time Cylinders
The aluminum alloy cylinder heads used on air cooled aircraft engines are subject to high stresses while operating. In addition, they are heated and cooled with each engines tart up and shut down. Over long periods of operation, these stresses can lead to fatigue and eventually the cylinder head may develop cracks.
Lycoming metallurgists argue that welding of cracks in aluminum cylinder heads is not likely to meet with long term success. Therefore, an overhauled cylinder has little chance of being as serviceable as a new cylinder. Even if there were no cracks at the time of overhaul, metal fatigue instill a factor to be considered. But how? There is no record of time in use required for a cylinder assembly. An overhauled cylinder could have 4000, 6000, or 8000 hours or more when it is put on an overhauled engine. Even cylinder from your own engine with only one trip to TBO may not make it to TBO a second time.
As a result of the scenario outlined above, Lycoming has for many years recommended new cylinders when engines are overhauled. To practice what is being preached,Lycoming uses new cylinders on all engines shipped from the factory at Williamsport, including factory overhauls. Ibis less expensive to install new cylinders during the overhauls compared to having the engine torn down once or twice for cylinder replacement before it reaches the recommended TBO as an overhauled engine. The added reliability must also be considered.
With all the above a matter of record, there are still aircraft owners who write to ask for an honest opinion regarding "the risks of serious cracks in high-time cylinders." One such letter stated, "...we owners all know that Lycoming would prefer to sell us new cylinders at overhaul time." This is true, because experience tells us that new cylinders are in the owners best interest for the long run.
For all those doubters who have read to this point, it is not necessary to take the word of anyone at Lycoming on this subject. The following material was written by Richard Collins, long time editor of Flying Magazine and currently a contributor to AOPA Pilot Magazine. The material written by Mr. Collies seems to confirm the stand which Lycoming has taken_the more hours of operation on a cylinder, the more likely it is to crack. With the permission of CBS Magazines, the following material is reprinted from FLYING, March, 1987. Copyright 1987, CBS magazines, from "On Top" by Dick Collins.
CYLINDRICAL OBJECTS"It's amazing how long it can take to catch on to basic mechanical truths. This realization was sparked by conversation with Jack Riley, Jr., principal in RAM Aircraft. The subject was the overhaul of the TIO-520 engine in my airplane. Riley was surprised that the engine had been overhauled twice (both times at TBO) and had not had new cylinders. Then he launched into a dissertation on how the metal in cylinders wears out with operating time. The engine log revealed how right he was. On the first run of the engine from new, there were no cylinder problems. On the second run, with the original cylinders chromed, there was one incident of cylinder cracking (between a spark plug and the fuel injection line). On the third run of the engine, still using the original cylinders, there were four incidents of cylinder cracking_three between a plug and the injector and the fourth a large crack that finally led to a little chunk coming out of the inside of the cylinder. If I had sprung for new cylinders on the second overhaul I would have saved a lot of money, because changing a cylinder isn't exactly inexpensive. That knowledge - coupled with the fact that there was another cylinder with 4000 hours, and the rest had an undetermined amount of time on them (because they were reconditioned cylinders and no record is kept of total time on individual parts) - added some urgency to the matter of getting the engine to RAM for another overhaul and new cylinders. There is simply a time when some parts wear out. Until Riley told me that cylinders wear out, I had never heard of this. But they do, and I'll never again waste overhaul money on cylinders that have more than two TBO runs on them. And I'll never buy a reconditioned cylinder that has an undetermined amount of time on it."
Top Overhaul ? ? ?We are frequently asked the question - should my engine have a top overhaul at some point between major overhauls?Our reply to that question is_top overhauls should only bed one when needed on the diagnosis of a competent mechanic. It is unfortunate that people spend money needlessly on a top overhaul.
If the new, remanufactured, or overhauled engine starts its TBO cycle with new cylinders and is treated to proper operation, good maintenance, and frequent flight, it should reach the recommended TBO without a top overhaul along the way. An overhauled engine that has reconditioned cylinders is not necessarily a candidate for a top overhaul, but it is very likely that it will require cylinder replacement before the recommended TBO is reached.